
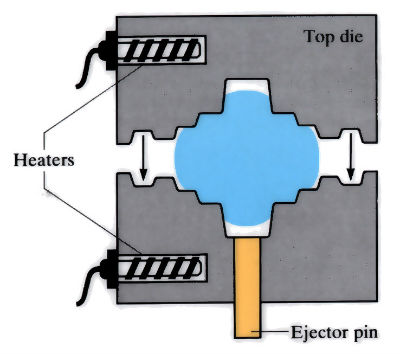
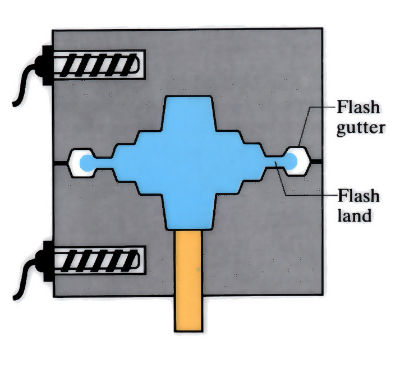
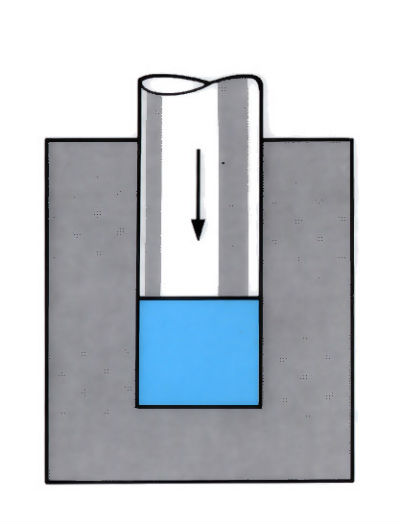
Closed die forging with flash formation
Lower loads required than with no flash formation.
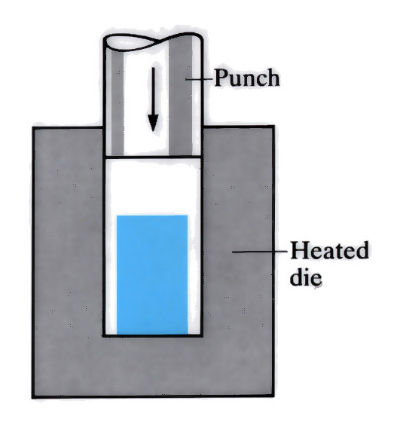
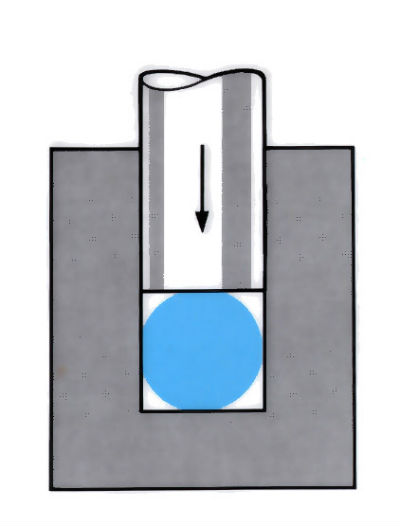
Closed die forging without flash formation
- Totally enclosed dies.
- Accurate preform volume and/or weight has to be used
- High tool loads.
- No flash waste.
Manufacture:
- Widely used for the production of high integrity components.
- Closed die forging with flash involves hot forming of a billet between two halves of a die, usually with matching female impressions. Excess metal is squeezed out between the die parting lines and is called “flash” (dies are designed with a flash land and gutter).
- Closed die forging without flash uses a heated billet with a carefully controlled volume or weight. This is deformed to fill the die cavity by a punch, without any loss of material. Loads are higher than flash forgings.
- Billets are usually heated by induction heaters to minimise energy costs and oxidation.
- Mechanical crank or friction screw presses with load ratings 500–14,000 tons used. Hydraulic presses used for aluminium alloy forgings with rating of 750–65,000 tons.
- Production rates vary with size of forging and degree of automation:
- crank presses with auto-transfer
- 300–600 parts h-1 hot formers (e.g. Hatebur)
- totally enclosed dies (without flash) 4000–10,000 parts h-1
- Die lives vary with type of material being formed. The higher the forging temperature, the lower the die life: e.g. forging steel at 1000–1150˚C lives are typically 10,000–15,000 parts.
Materials:
- The majority of all metals and alloys are readily closed die forged to varying degrees.
- The list of materials is arranged in ascending order of difficulty of forging.
- Large quantities of low-alloy steels of the Ni-Cr and Ni-Cr-Mo types are used for highly stressed parts such as axle shafts and other automobile parts.
- Wrought aluminium alloys of the heat-treatable type are widely used in the aircraft industries because of their good strength-to-weight ratios.
- Forged alloys have better strength, ductility and structural integrity than their cast counterparts because of the fine-grained recrystallised structures obtained by high percentage deformation at temperatures >0.6Tm and the grain flow achieved in the component.
| Forging temperature range (˚C) | |
|
Aluminium alloys |
310 - 450 |
|
Magnesium alloys |
275 - 400 |
|
Copper alloys |
460 - 1000 |
|
Carbon and alloy steels |
760 - 1200 |
|
Stainless steels |
930 - 1180 |
|
Nickel alloys |
750 - 1125 |
|
Titanium alloys |
825 - 900 |
|
Niobium alloys |
1050 - 1250 |
|
Molybdenum alloys |
1050 - 1350 |
|
Tungsten and its alloys |
1200 - 1500 |
Design:
- Closer design tolerances can be achieved with closed die hot forging than with open die hot forging.
- Dimensional tolerances for a closed die steel flash forging (hot) are as follows:
size of components (0.5–1 kg) +1.5–0.5 mm
Totally enclosed dies (flashless forging) can achieve even better tolerances:
hot former (Hatebur type, steel forging) +0.3–0.4 mm - Reduced draft angles can be used because of the use of ejectors on crank presses and hot formers:
crank press (flash forging in steel) 2–5˚
hot former (flashless in steel) 0.5–2˚ - General design parameters are similar to those explained in the open die data card
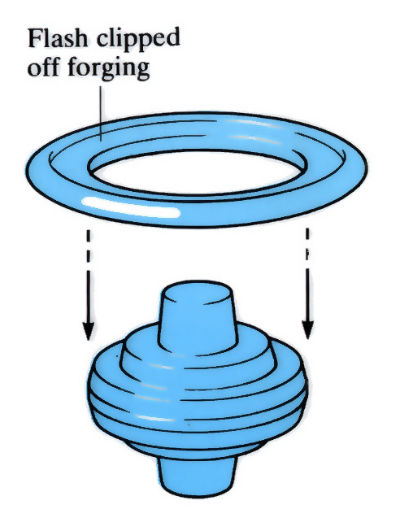
(excluding tolerances and draft angles). - Flash removal can leave a witness mark that might have to be dressed by grinding or barrelling.
See Also: Hot forging (open die), Cold forging, Warm forging, Powder forging and Isothermal precision forging.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews