
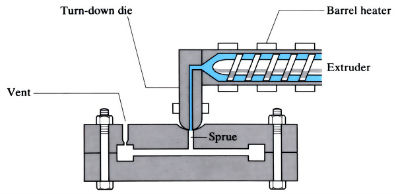
1. Extruder full of molten polymer brought into contact with mould.
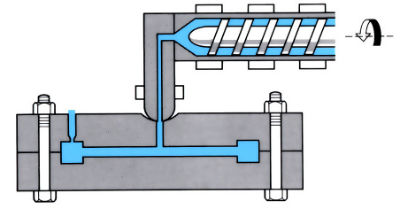
2. Extruder starts and polymer flows into mould.
3. Extruder stops when polymer appears from vent. Polymer solidifies in sprue.
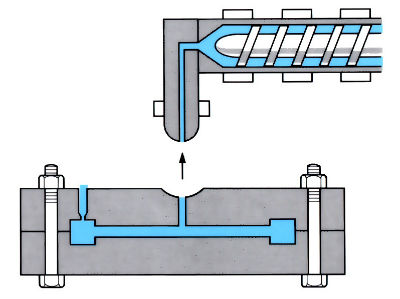
4. Extruder removed from mould and polymer solidifies in mould cavity.
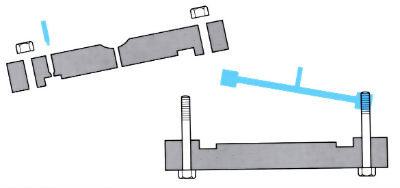
5. Mould opened and component removed.
Manufacture:
- Only requires melt extruder and mould.
- Screw-type extruder must be capable of delivering homogeneous melt, at sufficient speed, to fill mould cavity before freeze-off.
- Mould fills under low pressure, so can be soft steel or aluminium.
- Backing plates on the mould are unnecessary and clamping can be by over-centre toggles, bolts or small hydraulic units.
- Cycle times are dictated by freeze-off behaviour of polymer, as in injection moulding.
- Automation can be introduced by arranging moulds on a shuttle table or carousel. Once gate has frozen, extruder can be removed from mould and next mould indexed round.
- Moulds generally vented or evacuated to avoid back-pressure on the melt, and to assist mould filling.
Materials:
- Process relies on materials which exhibit low viscosities at the low shear rates involved (about 10–1 s–1).
- Principally used with thermoplastic elastomers which are block copolymers.
- Materials have low molecular weight to give low viscosities, but physical chain entanglement is provided by terminating the short chains with crystalline segments.
Design:
- Has been used produce a range of shapes and sizes from 2.5 g to 9 kg, with wall thicknesses down to 1.5 mm.
- Low stresses applied to polymer during mould filling mean that complex shapes can be made without fear of distortion or stress-cracking.
- Ideal for prototyping because of low mould cost, but can be automated for volume production relatively easily.
- Can be used to produce blanks for machining parts to high accuracy and good dimensional stability.
See Also: Monomer casting and Injection moulding.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews