

 article icon
article icon
Science, Maths & Technology
Electrical Discharge Wire Cutting (EDWC) and Sawing (EDS)
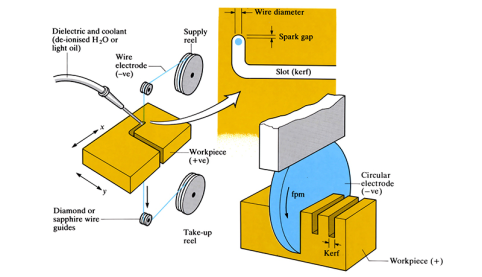
In EDWC, sparks are generated between the electrically conductive material of the workpiece and a vertical cutting wire (the negative electrode that is constantly fed from a spool), debris is carried away by the dielectric liquid. Heat from the electrical discharge melts away material to form a slot (kerf). EDS is a similar process, but the ...
 article icon
article icon
Science, Maths & Technology
Electrical Discharge Machining (EDM) and Grinding (EDG)
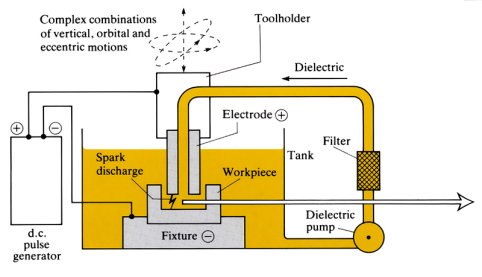
A workpiece made of electrically conductive material and a shaped tool are immersed in a dielectric fluid. Rapid pulses of electricity pass through the tool (+ve electrode) and the negatively charged workpiece, leading to a spark discharge. Plasma forms and, along with the sparks, vaporises the workpiece material removing material ‘chips’, which...
 article icon
article icon
Science, Maths & Technology
Photochemical Machining (Photo-fabrication; Chemical milling)
A chemical etching process where material can be selectively removed from specific ‘unmasked’ areas of a pattern or image that was photographically reproduced onto the workpiece surface.
 article icon
article icon
Science, Maths & Technology
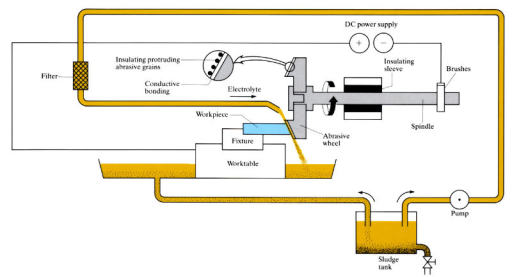
Electrochemical Grinding (ECG)
An electrolyte is pumped into a small gap between the workpiece and a rotating abrasive grinding wheel. Metal is removed from the electrically conductive workpiece by electrochemical attack and abrasion. Protruding abrasive grit particles on the grinding wheel remove electrochemical oxidation from the surface of the workpiece.
 article icon
article icon
Science, Maths & Technology
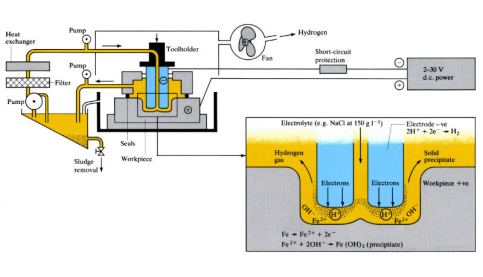
Electrochemical Machining (ECM)
Works on the principle of anodic metal dissolution by electrical energy. An electrolyte medium separates the tool (cathode) from the electrically conductive metal workpiece (anode), creating an electrolytic cell. A high amperage, low voltage current is passed through the cell, selectively dissolving away the material to be removed. Produces ...
 article icon
article icon
Science, Maths & Technology
Extrusion of Powders
Hydrostatic compressive stresses and shear forces act on the powders. In hot extrusion, powder mixture is pre-compacted (‘canned’) by heat compression until all air has been removed. The sealed can is then rammed by a punch, until it adopts the shape of the die. Compacting pressure causes long sections of material to extrude from a small opening...
 article icon
article icon
Science, Maths & Technology
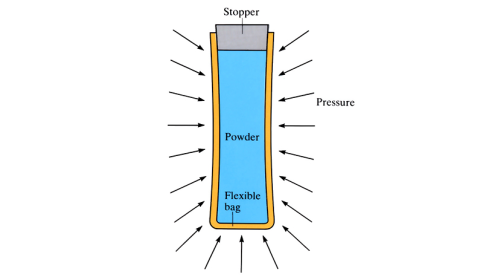
Cold isostatic pressing
Material in powder form is sealed into a flexible mould (or bag) situated inside a pressure vessel. Hydrostatic pressure is applied to the outside of the mould, until the powder molecules inside have bonded sufficiently. Subsequent finishing processes may be required.
 article icon
article icon
Science, Maths & Technology
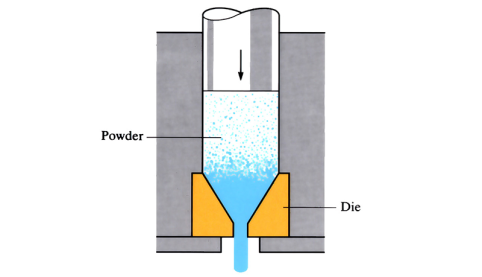
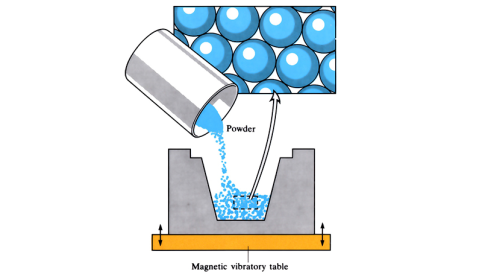
Pressureless sintering
A process where loose metal powders are poured into a metal die and vibrated until loosely compacted. When filled, the die is placed inside a furnace and sintered.
 article icon
article icon
Science, Maths & Technology
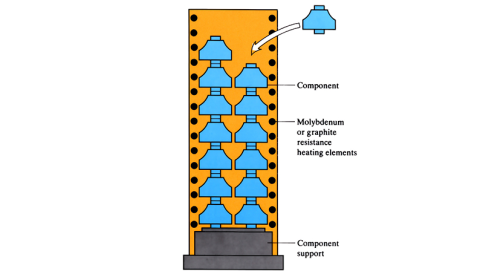
Hot isostatic pressing (HIP)
High temperature and pressure are applied simultaneously to pre-cast or sintered components. The addition of argon gas to the furnace helps to apply isostatic pressure to the component/s. The pressure and heat help to fill any pores on the surface of the component, thus optimising material properties and density.
 article icon
article icon
Science, Maths & Technology
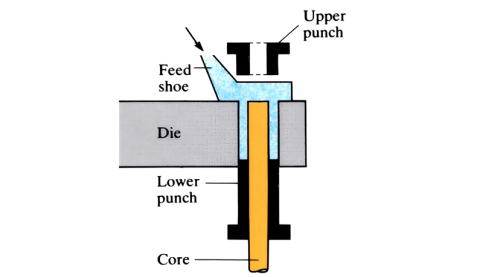
Cold Pressing and Sintering of Powders
A blend of powders is fed into a closed die, where upper and lower punches compact the powder using enough pressure to bind the powder particles together. The formed component is ejected from the die and heated at low temperature to burn off any residual lubricant. The component then moves to a protected environment where it is sintered before ...
 article icon
article icon
Science, Maths & Technology
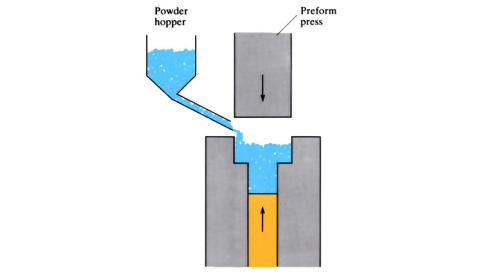
Powder Forging / Hot pressing
A custom blended mix of powders is poured into a cavity mould, and compacted under pressure into a ‘preform’. The preform is heated to forging temperature then rapidly transferred into a forging press, where it is hot pressed into the final cast shape.
 article icon
article icon
Science, Maths & Technology
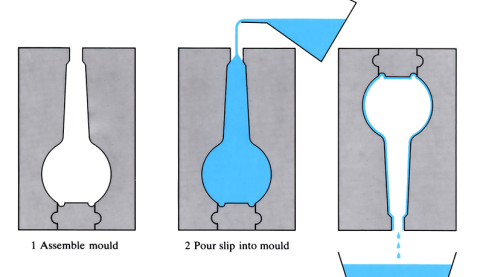
Slip-casting
The casting slip is a suspension of fine particles in a liquid medium. Slip is poured into a permeable mould, where liquid is drawn out of the slip, via a capillary action. A layer of solid slip (‘clay’) remains adhered to the walls of the mould. Once the required wall thickness of the casting has been achieved, the residue liquid is drained out...