
6.2 Microstructural properties
The microstructure of most engineering components has been reached through a sequence of separate processing steps. Quite often these steps involve a combination of deformation, heating and cooling. This results in a unique microstructure, either deliberately or as a consequence of the process sequence. In turn the performance of the product is influenced by the microstructure.
It isn’t generally possible to replicate conditions such as to go from raw material to finished product in a single step with AM, or even to have much control over the thermal history of the component. The performance of an AM component is therefore likely to be rather different from that of an identical component made by traditional processes.
As an example consider the turbine disc of an aircraft gas-turbine engine (Figure 25). The normal alloy materials used in aerospace turbine discs are either nickel-base alloys or titanium alloys. Both are expensive and therefore using AM may well be a desirable manufacturing route if it leads to a reduction in waste material.

However, a considerable amount of the alloy costs are not from the raw materials but from the subsequent processing the alloy undergoes. Forging, heating and quenching are used to develop a fine-grain structure, followed by further heating to remove inclusions and to nucleate and grow beneficial strengthening particles. The kind of control needed to develop these structures is not possible using a single AM process.
Figure 26(a) shows an example of the microstructure of wrought Inconel 718 and Figure 26(b) shows an example of the microstructure of Inconel 718 produced using a blown-powder deposition system. As you can see, the difference is quite marked. In terms of mechanical properties this could be a critical difference in materials’ performance.
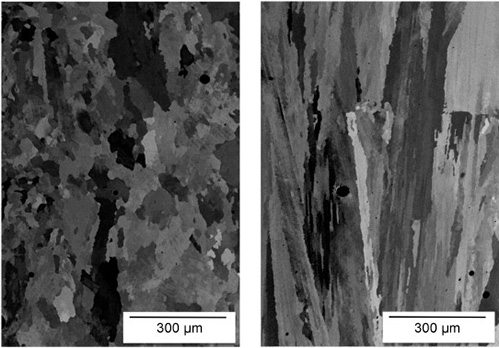
You may be able to see the similarities between the structures shown here and those shown for fusion-welded joints, and this is because they are essentially a result of the same phenomenon. Grains are growing in an uncontrolled manner owing to the relatively uncontrolled solidification of material occurring during building. This phenomenon of grain growth has actually been exploited to additively manufacture single-crystal material on single-crystal substrates.
In most cases, however, metallic systems benefit from having a fine-grain structure because of the relationship between grain size and material yield strength . It is clear from Figures 26 (a) and (b) that a fine grain size is not always achievable – and with a grain size several orders of magnitude greater than that, that can be achieved by forging or extruding, the resulting material properties will be different.
This is just one example of how AM material can have different microstructures to traditionally processed material. Because of the wide range of techniques under the AM umbrella, understanding the microstructural nuances of each technique is not necessary. However, you should appreciate that many AM techniques may not produce a microstructure comparable to other techniques.