2.5 Casting metals
Sand casting is illustrated in Figure 20. A solid replica of the required object is made: the 'pattern'. Sand is then rammed around the pattern in a 'moulding box'. When the pattern is removed it leaves a shaped cavity behind. The runners (where the fluid is poured in) and risers (where excess fluid can escape) also act as reservoirs of liquid to top up the casting as the metal contracts on cooling.
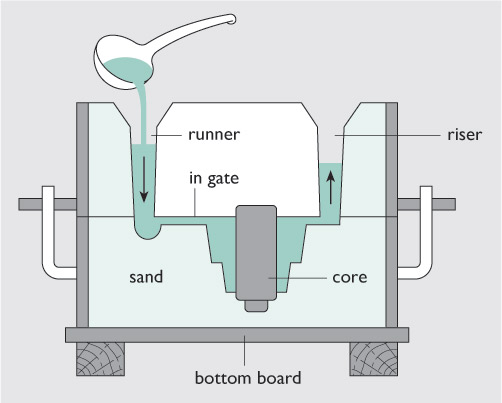
The process can be used, perhaps surprisingly, to make hollow castings. To do this, 'cores' are inserted into moulds to produce shapes that would be difficult or impossible to make by just using a pattern.
The mould is destroyed when the solid casting is removed. The surface of the castings produced by this method tend to be rather rough, even though quite fine-grained sand is used for the moulds. So some machining (cutting) of the surface is generally required before a finished product is made from a sand-cast route. Certainly the runners and risers need to be cut away.
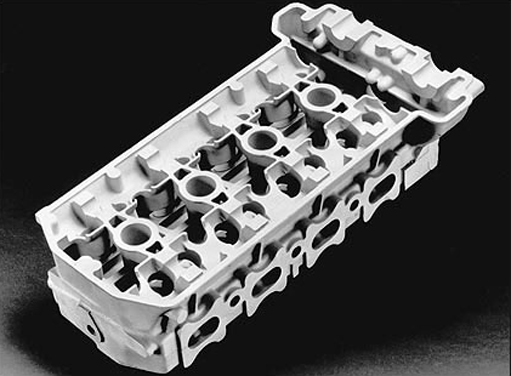
Sand casting is particularly useful for casting complex 3D shapes such as automobile cylinder heads or large castings as shown in Figure 21.
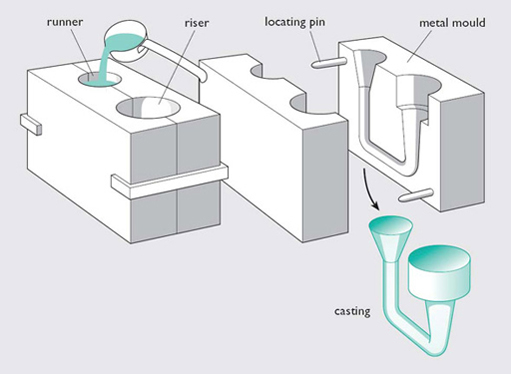
Gravity-die casting, Figure 22, is similar to sand casting except that the mould is machined from solid metal, usually cast iron. This means that the mould and cavity are permanent. Being metal, the mould can be machined accurately and, having good thermal conductivity, it allows the casting to cool quickly. The surface finish is better than can be produced by sand casting, but as metal moulds are required, product sizes are generally smaller than those possible with sand casting (because a metal mould will cool the liquid faster than a sand mould would, making it harder to fill the mould evenly if it was too large). Typical products include bicycle cranks and engine pistons. Of course, the metal being cast must have a lower melting point than the mould metal!
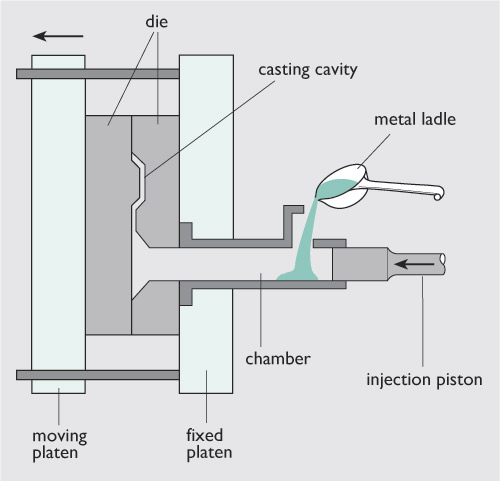
Pressure-die casting, (Figure 23) is a development of gravity-die casting in which the molten metal is injected into a steel mould under pressure; it is the metal equivalent of injection moulding (which we will discuss shortly). Again, the metal being cast must have a lower melting point than the mould material. Pressure-die casting is quicker than sand- and gravity-die casting and because the fluid is under pressure, finer surface details can be replicated. It is commonly used for door handles, electric iron bases and hollow sections requiring fine detail such as carburettor bodies.