

3.10 Powder processing techniques
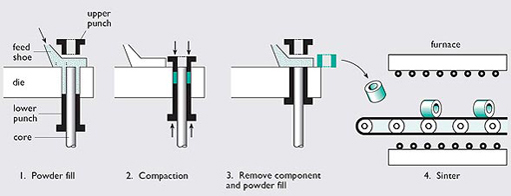
Before we leave forming we should consider powder processing techniques, (Figure 40), which have elements of both casting and forming. Essentially all powder processing routes involve filling a mould with powder (this is similar to filling the mould during casting, as powders flow as slurries), which is then compressed in between dies to begin the process of reducing the space between the powder particles. The powder compact produced is then heated to a high temperature to produce a solid component.
The process of sintering starts with the material in powder form and is used for a wide variety of materials, especially those with properties which preclude shaping by melting and casting. Examples are ceramics such as alumina and silicon nitride; brittle metals with high melting temperatures (over 2300K), such as tungsten; and the polymer PTFE (polytetrafluoroethylene), which has a viscosity too high to suit other moulding methods.
The starting powder is mixed with a lubricant/binder and is then moulded to shape by compressing it in a die to form what is called a 'green' compact. Although this is highly porous, it has enough rigidity to support its own weight and permit gentle handling. The compact is then sintered – that is, heated at a high temperature and sometimes under pressure – for a prolonged time. During sintering, the powder particles coalesce (small particles join together to form larger ones) and grow to fill the pore spaces. The compact shrinks correspondingly, forming a solid homogeneous (uniform) mass in the shape of the original mould. Depending on the sintering process used, the final component can have various degrees of porosity and therefore strength, as any porosity can act as defects in the form of cracks. Very high temperatures and/or pressures during sintering are used to minimise porosity.
In powder processing, the volume of the workpiece does not stay constant. As the powder fuses together, most of the spaces between the powder disappear and the volume of the finished component is considerably reduced.
Sintering is sometimes economically competitive with alternative methods of shaping; for volume production of complex parts it is often cheaper than machining. A wide variety of components can be manufactured using powder processing: these can range from processing domestic ceramics for applications such as bathroom sinks to the insulating sleeve in a spark plug.
So can we consider production of the gearwheel using powder processing? As you have seen powders of many materials can be used for this process and this includes metals. This would appear to be an attractive idea because the wheel can be made in one piece, with little or no waste of material and with a modest expenditure of energy and labour. The only major problem is the need for a shaped punch and die. This is expensive, but if the price of the punch and die can be spread over a long production run, the cost of the product may be quite reasonable. So as well as extrusion and forging, which we identified earlier, we can add powder processing to our list of candidate processes to make our gearwheel.