

3.2 Properties for processing – forming
Forming processes involve applying forces to the material being shaped. A good way of telling how a given material responds to applied force is to look at diagrams representing its stress-strain behaviour. Figure 28(a) shows the stress-strain curves, at room temperature, for two different metals. The two important things for the feasibility of squeezing-type processes are the point at which the solid starts to flow and the extent to which it can be persuaded to flow before it separates (i.e. fails). This is described by two properties, yield stress (or flow stress) and ductility. Remember that the yield stress is a good measure of the strength of a ductile material.
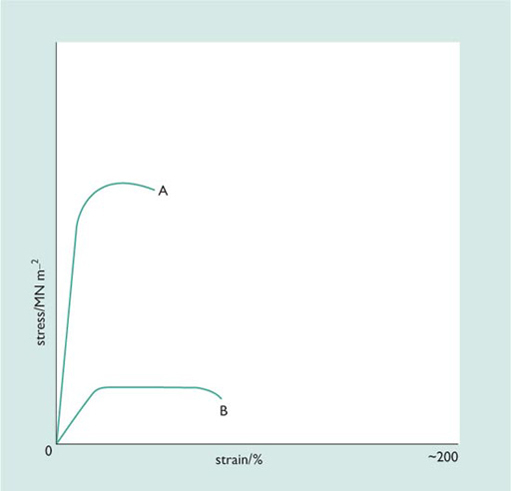
If you look at the curves, you can see that the one for the steel (curve A), after the elastic region, shows plastic deformation up to a strain of about 40 per cent. This provides a measure of the ductility of the steel, and the extent to which it can be squeezed, stretched or bent at this temperature. Curve B (for lead) shows much higher ductility and a much lower yield stress.
However, 40 per cent is not a lot of strain for many manufacturing purposes. Being able to change a material's dimensions by only 40 per cent would mean that forming would be virtually a waste of time. In addition, once the steel in Figure 28(a) has been strained plastically, it has also increased in yield stress and become harder (Figure 1.28(b)).
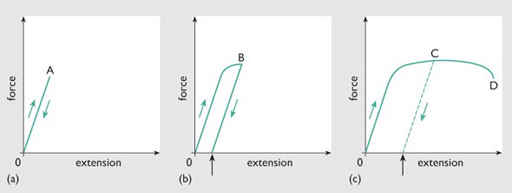
The steel can be loaded elastically up to its yield strength, point A in Figure 28(b). Removing the load below this level leaves no permanent extension, i.e. the steel can return to its original size and shape. If the material is taken above its yield strength, say to point B, then even after unloading, the steel is permanently deformed. What's more, when the material is then reloaded, it has to be loaded to a stress equal to point B – i.e. more than its original yield point at A – before it continues to flow. This is called work hardening: the plastic deformation causes an increase in strength (and hardness). But further plasticity is then limited. If the material is loaded to point C, where about half the available plasticity has been 'used up', then on reloading only the remaining plasticity from C to D is available before the material breaks.
However, all is not lost. The work hardening effect can be eliminated, and the original, softer, condition restored, by annealing the metal. This involves heating to a temperature where the atoms in the material become more mobile, so that the material softens. This type of process is widely applied in manufacturing whenever a part-formed product has been worked so much that it is in danger of cracking; and is why blacksmiths keep reheating a horseshoe during working. The precise mechanism of softening varies from material to material but it occurs for most materials at a high homologous temperature. Homologous temperature,T H, is the ratio of the operating temperature of a material to its melting point (in kelvins, K).
In the context of forming, if a metal is 'hot worked', it is deformed at a temperature where there is virtually no work hardening, and this resoftening effect carries on continuously. Very high strains can be imposed during the forming process.
Conversely 'cold working' does result in work hardening, so that the material gets harder the more it is deformed. 'Cold working' does not literally mean cold, though – it is all measured relative to the homologous temperature. The rule of thumb usually employed is that cold forming occurs at homologous temperatures below 0.3 and hot forming occurs at homologous temperatures above 0.6. In between the two, there is a region known as warm forming. This means that if tungsten is worked at 1000°C (1273K) it is being cold formed, as its melting point is 3410°C (3683K). Conversely, at room temperature, solder can be hot worked! So working temperature is all about being able to deform the metal without failure.