

3.7 Metal forging
Forging is typified by countless generations of blacksmiths with their hammers and anvils. Besides still being used for special 'hand-made' items, this type of forging is similar to that used, on a somewhat larger scale, for the initial rough shaping of hot metal ingots. Forging is particularly good at making 3D solid shapes. The basic types of forging processes are shown in Figure 34.
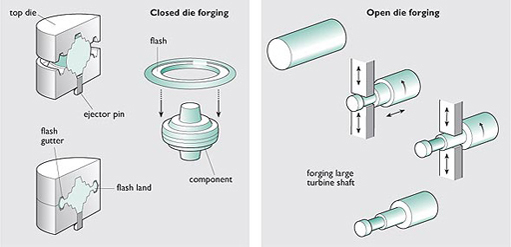
For example, the first stage in making a large roller or shaft would be to forge a large billet as sketched in Figure 34. The process consists of a large succession of bites between a pair of dies in an hydraulic press, with the ingot moved between each bite. As the ingot is moved through the dies it is reduced to a more manageable size before final shaping – this process is known as open die forging.
In closed die forging components are made in one action, being squeezed between upper and lower shaped dies as shown in Figure 34. There is usually a small amount of excess material which is forced out of the die cavity as flash. This must then be removed from the component. The force needed to close the dies together is dependent both on the size of the component and the temperature, since as we noted earlier, the flow stress reduces as the forging temperature increases. The quality of the surface finish of the forging decreases with temperature, however, because of increased surface oxidation.