4.5 Types of tool material
There are basically three types of tool material:
-
tool steels;
-
metal carbides;
-
ceramics, including diamond-like materials.
Tool steels have been available since the turn of the nineteenth century, and are still the mainstay of tool materials. They are alloys of iron and carbon with additions of elements such as chromium, tungsten, molybdenum, titanium and vanadium. These elements improve the cutting properties of the steel and the response to heat treatment.
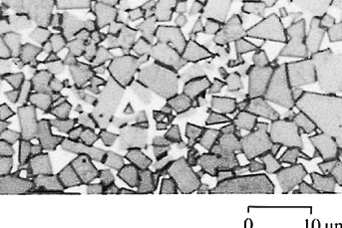
Metal carbide tools, which are also often called hard metal tools, are made by mixing together powders of cobalt (chemical symbol Co) and a metal carbide (usually tungsten carbide, WC). These are then sintered using powder processing techniques. The particles of carbide (which are hard and very strong, even at machining temperatures) form the cutting surfaces of the tool and the function of the cobalt is simply to hold together all the carbide particles. You can see from Figure 44 that the microstructure consists of particles of metal carbide, embedded in cobalt. This is a good example of how physically mixing two materials having differing property profiles can produce a composite material which has more useful properties than either of its constituents.
Finally, ceramic tools usually consist of aluminium oxide (Al2O3), sometimes with small additions of magnesium oxide (MgO). They are also made from blended powders using the sintering process. These tools retain good strength and chemical stability at high temperatures. More specialist tools can also be made from ceramic composite materials (by mixing two or more ceramic materials) and also diamond, which is used for machining non-ferrous and very hard materials.
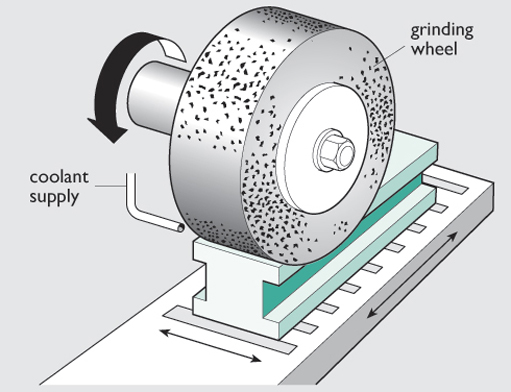
These ceramic materials are also used as the tooling in grinding processes. These use a high-speed rotating wheel made of a porous abrasive material which removes a small layer of material as it passes across the workpiece (Figure 45). In this case there are many thousands of small cutting edges where the hard abrasive particles, such as diamond or aluminium oxide, protrude from the surface of the wheel. Grinding is used to make surfaces (usually flat or cylindrical) with a good finish on hard materials, as the size of cut and therefore the chip is very small. As the amount of material removed during grinding is minor, grinding is normally considered as a finishing process.