

6.2 Production costs
By comparing the unit costs of making 105 gears of this type by all the feasible processes considered earlier, it should be possible to identify why this particular process was adopted.
Table 1 lists a number of processes, and the cost per unit for two cases: if 100,000 are made; and the cost to make just one, perhaps for a prototype.
| Process | Material | Unit cost for 100,000 gears | Cost to make one prototype |
|---|---|---|---|
| Pressure-die casting | Zinc | 0.19 | 9600 |
| Sintering | Iron | 0.24 | 16,000 |
| Injection moulding | Nylon | 0.29 | 9600 |
| Extrusion | Aluminium | 0.35 | 1240 |
| Gravity-die casting | Aluminium | 0.37 | 1200 |
| Machining | Mild steel | 3.6 | 100 |
Exercise 4
What factors influence the choice of production method for a prototype or for a full production run?
Discussion
The prototype will not be for sale; it is made to ensure that the design will be a viable and operational product. Because only a few are made, the materials and processes used may not be exactly the same as for the final version. Certainly there will be no investment in a production line for making a few prototypes, as there may be further amendments to the design after the prototype stage.
A production run will require large-scale investment in machinery, and will commit the company to producing and selling the product.
The costs are normalised arbitrarily to 100 'currency units' for making one prototype by machining, and are therefore relative costs rather than absolute.
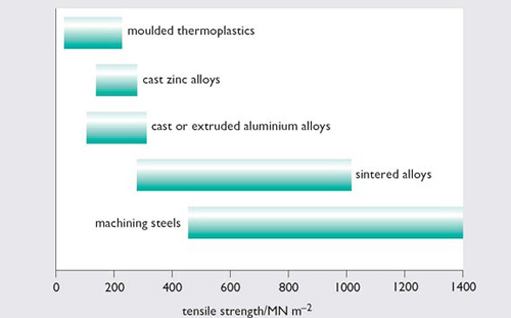
The cheapest process is pressure-die casting in zinc alloy. However, since the strength of a nylon gear proved to be inadequate and the strength of zinc alloy is comparable (see Figure 51), this choice was unsuitable. For iron, pressure-die casting cannot be used (what would you make the die from?!), and the second process in the list is the next cheapest – sintering. This is the choice of the manufacturer.
What would the manufacturer's choice have been for the production of a prototype? The unit costs for producing one gear are also set out in Table 1 and they lie in a quite different order from those for mass production. This arises because the tool costs tend to dominate when they are not written off over a large number of products. The cheapest process is machining because its special tooling requirements are the most modest. This process requires only relatively simple cutting tools and standard workshop machine tools; it is also probably the quickest process to use for making a prototype. On the grounds of both cost and time, machining is the preferred method.