
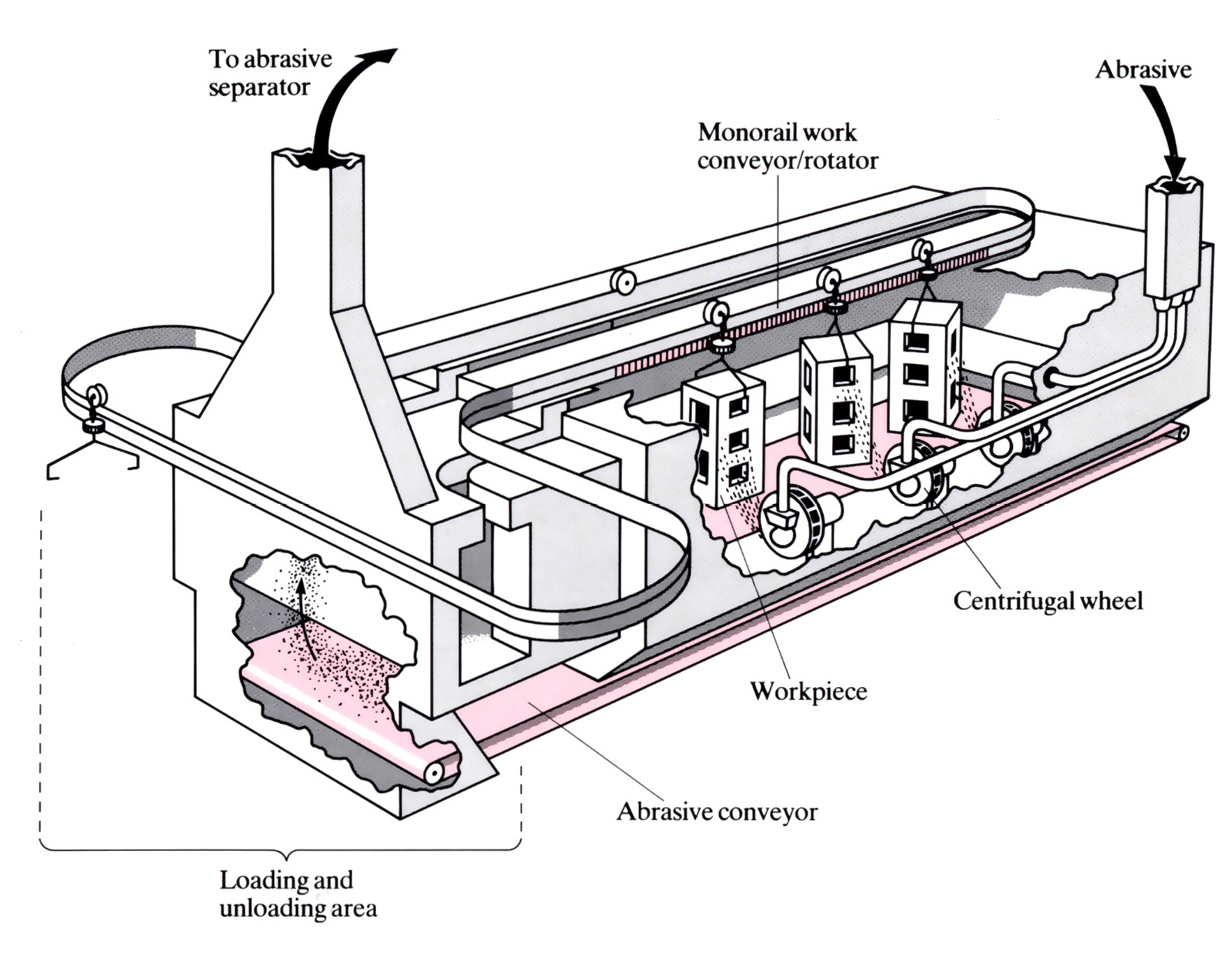
Continuous centrifugal blast cleaning machine
Blasting-tumbling machine
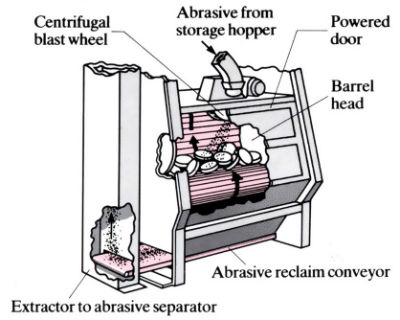
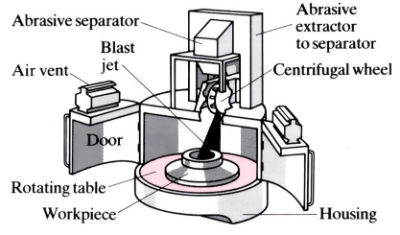
Table-type blast cleaning machine
Manufacture:
- There are two methods of shot blasting:
- mechanical blasting, in which abrasive is propelled by means of a power-driven rapid rotating bladed wheel
- air blasting, in which the abrasive is propelled through a nozzle by compressed air (mechanical blasting is more widely used)
- In mechanical blasting, the equipment must allow for turning or rolling of the parts, because the stream of abrasives is unidirectional. An example is the tumbling-type machine, which consists of an enclosed, endless conveyor and a blast wheel (sizes accommodate work loads from 0.03 to 3 m3).
- Air blasting is mainly carried out in cabinet machines which can be manual, semi-automatic or completely automated. Blast nozzles are made from hard iron, boron carbide, aluminium oxide and tungsten carbide. A boron carbide liner will last 700 times longer than an iron nozzle.
- The cycle times required for dry shot blasting depends on the workpiece material, surface finish required and performance of the blast equipment.
- There are three main categories of “shot”:
- "grit": angular metallic particles which may be tempered or chilled white cast iron (size range 2.8 µm down to 40 µm)
- “sand”: non-metallic abrasives such as aluminium oxide or silicon carbide
- “shot”: same material as grit, but spherical in shape, or cut wire.
Materials:
- Although virtually all metals can be shot blasted by at least one of the available processes, the abrasive medium must be carefully selected for soft, ductile metals such as aluminium, magnesium, copper, zinc and beryllium, otherwise abrasive blasting may result in severe surface damage, and abrasive may even get lodged in surface asperities. Aluminium oxide or glass beads are used for soft aluminium.
- In some instances compressive stresses are induced in the surface of workpieces, which are desirable to increase fatigue strength but are detrimental for electrical components such as motor laminations.
- Blasting at high pressure on thin sections may cause warping.
- The corrosion resistance of stainless steels may be adversely affected by the adherence of foreign particles on the matt surface produced by shot blasting.
- Clear plastic, hard rubber and phenolic fibre have been shot blasted with sand particles. Some moulded plastic parts have had their flash removed by walnut shells.
Design:
- Parts of virtually any shape can be cleaned by some method of abrasive cleaning, although complex parts with deep recesses or shielded areas present special problems. Sometimes deflection of the abrasive particles by means of baffles will solve the problem.
- The size of parts that can be cleaned by the centrifugal blast wheel is limited by the size of enclosure and number of wheel units. As part size increases it becomes necessary to rotate or convey the parts to expose all surfaces. Air blast equipment is used for cleaning extremely large parts. It is best not to mix parts of different sizes and shapes.
- Matt finishing is used for texturing stainless steel or aluminium or plastic sheet.
- Surfaces can be roughened (or etched) before adhesive bonding, painting or metal spraying.
See Also: Shot peening
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews