2.5 Brompton production
Let's return to the story of the development of the Brompton. Because Ritchie could not sell his idea, he decided to set up his own factory to manufacture the bicycles. He borrowed money from friends (the interest on the loans was a bicycle) to build 50 bicycles of which 20 were for sale. After the increasing complications of the prototyping stage, manufacturing constraints become a powerful influence on the designer:
Bending one top tube is difficult enough, bending 50 is really tiring.
The main tube was positioned higher and a simpler bought-in offset hinge replaced the purpose-built tube hinges. This forged hinge, which was critical to the Brompton's development, was from France. So, detailed design changes were made to the hinging system with some benefits to compactness resulting from positioning the hinge higher in the frame. The telescoping seat pillar was dropped, becoming a single tube, and the frame was braced with a small diagonal cross-beam to give it extra stiffness.
Ritchie continued production with the help of a government loan:
After the first 50 I got a small-firm government loan to produce batches of 50 bicycles; 400 in a year and a half.
Designing and manufacturing low-cost tooling was a harder job for Ritchie than designing the bicycle. There are many design routes to producing a lighter frame or a more easily manufactured frame that are not available to a small batch manufacturer. He had to use soft, mild steel for the main tube as he could not bend stronger alloy steel, and the main tube had an aesthetically ugly kink from the bending process. Plastic parts were not moulded for initial small scale production but machined from solid blocks, and metal plate was drilled, cut and bent. The process is essentially scaled-up craft production.
During this period Ritchie learned from customers and from riding his own bicycle. Indeed, sometimes detailed redesign was necessary in the light of problems and failures brought to his attention by users. The business remained vulnerable, although there was helpful press exposure.
At 8.00 am today, as always, Andrew Ritchie arrived at work on his bike. Mr Ritchie works at Kew. He has a workshop there and he built the bike he arrived on in the workshop. A most remarkable bike it is too. It takes a few seconds to fold it up into a neat package less than 2 ft square which you can pick up and carry anywhere. No other collapsible bike in the world, says Ritchie, collapses so totally and so easily. And it is just as simple to un-collapse it into a bike again. Ritchie, an old Harrovian who read engineering at Cambridge, is 35 and says he is appalled by the amount of his life he has already given to this bike. He had the idea at the beginning of 1976, but it wasn't until early last year that he was able to move into the workshop at Kew and put the bike into production. He had orders for 30 bikes, mostly from friends and friends of friends. These were made and delivered by last March and, to his great relief, they brought in orders for 20 more.
By the time these were made another 30 orders had come in and there was some welcome help from HMG in the shape of a Small Firms Loan Guarantee. So this particular small firm stays bravely afloat in these choppy seas, an example to us all. It currently has a workforce of two – Patrick Mulligan, brazier and Andrew Ritchie, managing director and assembler – and this will increase as orders come in. Meanwhile there are 56 Bromptons – that is what the bike is called – on the road now and 24 more ready for delivery and I can report that Judge Abdela has been seen arriving at the Old Bailey on one, that Lord Fraser of Tulley-Belton, the Scottish Law Lord, rides one, and that Ritchie's bike, No 7 from the production line, got him from South Kensington to Kew and back all through the blizzards. It is, of course, an expensive way of making a bike, and each one costs £195 by the time you have added VAT. But they are extremely slick little bikes, and with only 80 made so far, think of the rarity value.
Changes to manufacturing methods as well as the sourcing of parts necessitated more design work. For example in 1981 the French manufacturer of forged hinges discontinued production so Ritchie stopped batch production and wrote a business plan. After a hiatus of five years, in 1986, Ritchie eventually raised £90 000 from a customer, friends and family. This was only half of the money he needed to go into mass production, but he went ahead anyway.
The drive to design for manufacturability continues apace. A special tool was designed to curve the main tube, which removed the ugly kink. Also in 2000, a power press was installed to allow the use of a higher specification of steel for the main frame member.

A special pedal is used on one side of the bicycle (Figure 26). The pedal folds away so that it does not project from the folded bicycle. This adds a significant cost. The pedal on the other side does not fold, and nestles in a tangle of spokes and tubes when the bicycle is folded. This type of folding pedal is now available from pedal manufacturers and specialised manufacture is no longer needed.
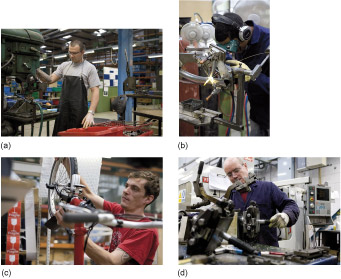
In Figure 27 we show some of the craft-like assembly operations that have been developed over the years to be slick and fast. Further, testing is very important to maintain the product as fit for purpose with its customers with the necessary qualities of durability and reliability. We will look at the important part played by testing in designing and developing products in the next section.
The Brompton bicycle is now an international success story. We first visited the company for The Open University in 1999, and the design and production principles of the company at that time have been retained.