
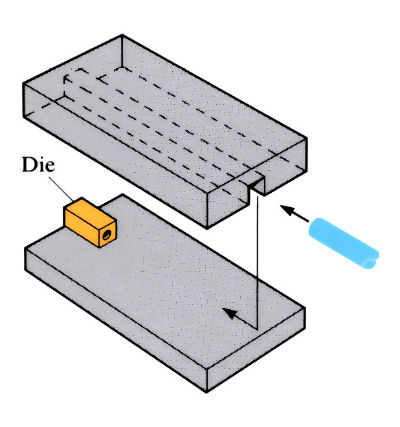
Principle of extrusion by drag:
The die with a hole is attached to a stationary bottom platen. The top platen, with a square groove, is mounted over the bottom platen. The top platen is made to slide towards the die. Friction from the three sides of the moving top platen "drags" the rod towards the die.
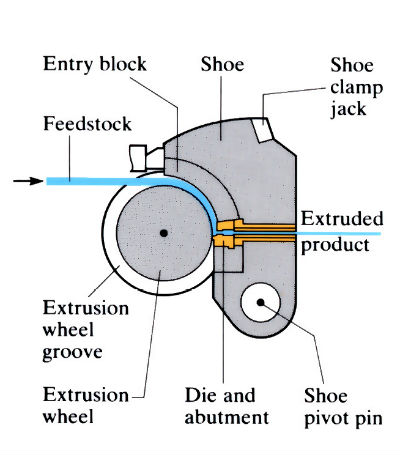
Conform Process:
The stationary platen is replaced by a semicircular die and the moving platen by a cylindrical tool, and the process becomes continuous (unlubricated dies).
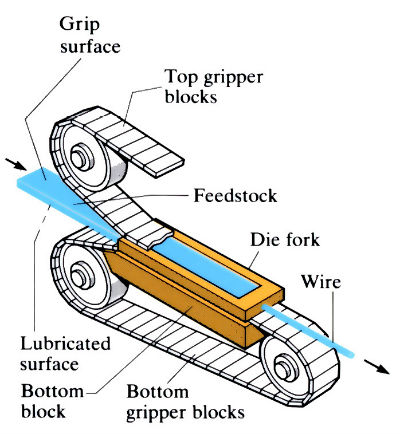
Linex Process (lubricated):
This uses rectangular feedstock, driven by endless chains of gripper blocks.
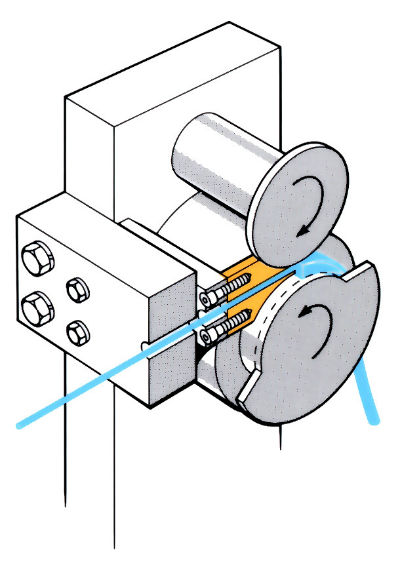
Extrolling:
Three sides of a groove are in the periphery of the bottom rotating roll, the fourth side is the top rotating roll.
Manufacture:
- The Conform Process is a unique method of continuously extruding materials. Feedstock may be continuously cast and rolled coils, particulate materials, scrap, and now molten metal (Castex).
- The feedstock is fed through a cleaning system and can be pre-heated, although the process can generate sufficient heat by frictional drag and the heat of deformation (aluminium can be heated up to 400˚C, i.e. >0.6Tm)
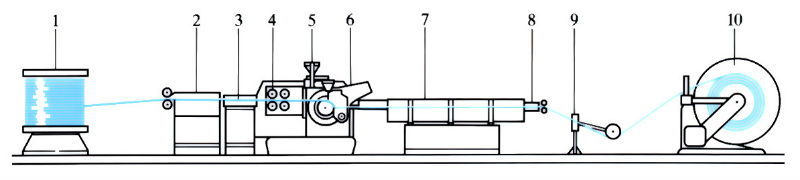
Conform machines can be complemented by a wide range of ancillary equipment, for both solid rod and particulate feedstock.
Diagram key:
(1) rod feed system (2) feedstock cleaning (3) rod feed pre-heat (4) feedstock control and shaping (5) granular feed system (6) conform machine (7) product cooling system (8) product fault detection (9) dancer arm control (10) drum/straight length take-ups. Electronic control system have been developed for single and twin take-up units, specifically to match the Conform extrusion characteristics.
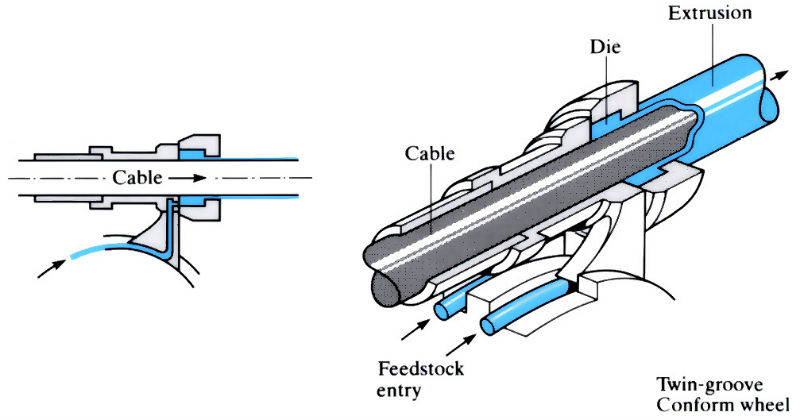
- The feedstock is then fed into a grooved rotating extrusion wheel which, by frictional grip, continuously pushes the feedstock against a fixed abutment which penetrates into the groove of the wheel. Sufficient pressure forces the material from the groove into and through an extrusion die to continuously extrude sections.
- Size and throughput of Conform machines are as follows:
| Conform 250 | 300 | 450 | ||
| Wheel diameter (mm) | 250 | 300 | 450 | |
| Max. feedstock diameter (mm) | Pure Al | 15 | 19 | 25 |
| Soft Cu | 9.5 | 12.5 | 16 | |
| Max. drive power (kW) | 120 | 180 | 400 | |
| Max. wheel speed (rev min-1) | 40 | 29 | 28 | |
| Max. throughput (kg h-1) | Pure Al | 610 | 900 | 2040 |
| Soft Cu | 910 | 1300 | 3050 | |
| Max. ruling section of product (mm) | 30 | 15 | 75 |
- Low scrap levels; less than 5%
Materials:
- Success of process is related to control of quality of feedstock material.
- Feedstock can be in the form of continuously cast and rolled coils, particulate materials, clean scrap, or molten metal (Castex Process).
- E.C. grade aluminium has been the most successful material. Aluminium alloys are more difficult, the Al/0.5-0.9% Mg/0.2-0.6% Si alloy again being the most successful.
- Copper can be extruded, but with greater difficulty than aluminium and its alloys.
- Zinc has also been extruded.
- Other materials include precious metals, solders and brazing alloys.
- Two or more materials can be co-extruded, e.g. coaxial cable conduit for cable TV (CONKLAD) or aluminium-clad steel wire.
- Particulate materials include rapidly solidified Al-Cu and Al-Zn powders. Also fibre reinforced (C and SiC) aluminium alloys.
Design:
- A wide range of complex extruded shapes can be produced in aluminium. Copper is not so amenable, and tends to be simple in shape.
- Thin-walled tubing can be produced in coils or straight lengths to tolerances of ±0.05 mm on outside diameter and ±0.025 mm on wall thickness.
- Other sections include rounds, conductor sections, hollows and strips.
- Dry-lubricated processes such as Conform require a 0.025 mm allowance on surface finish.
- Lubricated processes such as the Linex Process have better surface finishes, but lubricant needs to be removed.
See Also: Hot extrusion and Hot extrusion of powders.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews