
Diffusion bonding
Superplastic form bonding process (SPF/DB)
Manufacture:
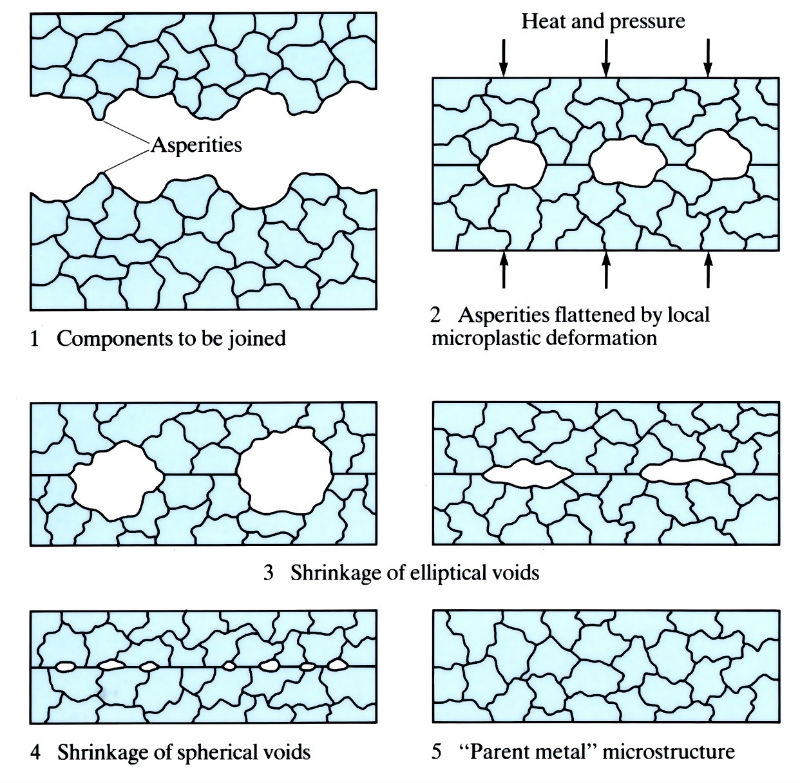
- No macroscopic deformation of the components occurs, and the process relies on the atomic movement of atoms to remove voids, rather than gross plastic deformation as in pressure welding.
- Process relies on a combination of pressure, temperature and time.
- Pressures are lower than for pressure welding, but must be sufficiently high to ensure microplastic deformation of the asperity tips, to produce areas large enough for diffusion to occur. Pressures vary with material, temperature and time.
- Temperatures depend on material, surface finish and cleanliness, pressure and time.
- Bonding time depends on pressure, temperature, material, and surface finish and cleanliness, but the process is slow, and up to 10 h may be required to obtain sufficient bond strength.
- Surfaces to be bonded should be cleaned and degreased, and should preferably be free from oxide, which may act as a barrier to diffusion.
- Bonding is usually carried out under a vacuum or inert gas, since the long bonding time and high temperatures can cause surface contamination.
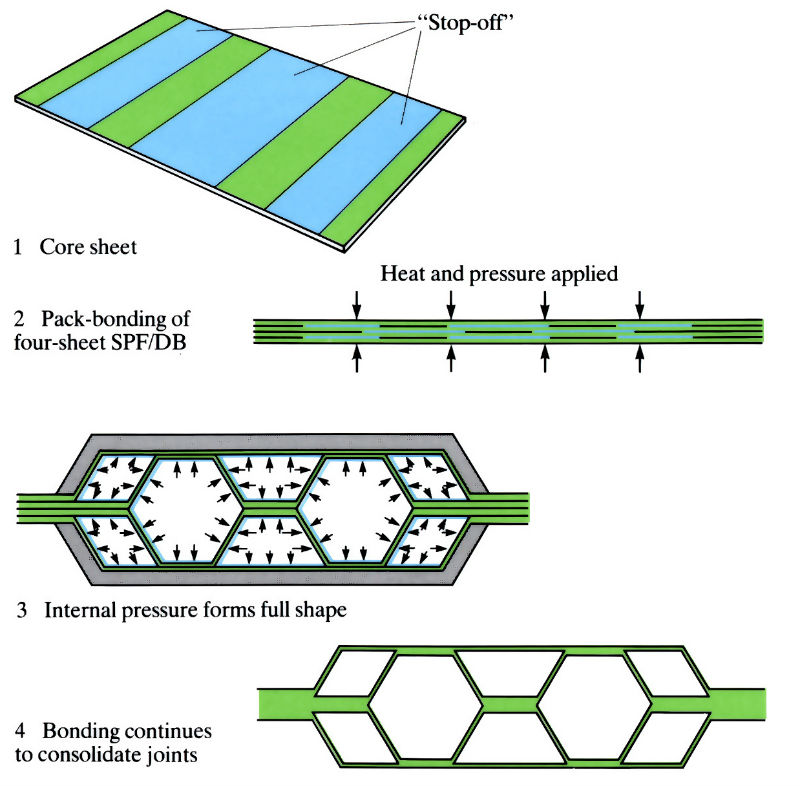
- If the diffusion bonding temperature coincides with the superplastic forming temperature, the two processes can be combined. This is known as form bonding or superplastic form bonding (SPF/DB). Large areas can be formed and bonded in a single operation, and SPF/DB presses of 3 m2 are currently in use. Areas that do not require bonding are coated with “stop-off” compounds using a silk screen printing process.
- SPF/DB finds its major use in the aerospace industry, and it is estimated that some 10% by weight of aircraft will eventually be produced using SPF/DB techniques, with large savings in weight and cost.
Materials:
- Materials must have a clean, oxide-free surface, or an oxide that diffuses into the metals during bonding without affecting parent metals and bond strength, as is the case with titanium oxide.
- Although any materials with clean, “flat” surfaces are capable of diffusion bonding, the process has mainly been applied to those similar and dissimilar combinations of materials that are difficult to weld by conventional methods.
- Dissimilar materials can be bonded provided their diffusion rates are similar, and no intermetallic compounds and Kirkendall porosity results.
- Bond strengths can be as high as the UTS in the parent metal.
- The materials most commonly used for diffusion bonding and SPF/DB are the titanium and titanium-alloy aircraft materials, although the following materials, and material combinations, have been successfully diffusion bonded.
- nickel-based alloys
- metal-matrix composites, e.g. Al-B and Ti-B
- steels
- copper
- aluminium/stainless steel
- aluminium alloy/steel
- ceramic/metal, e.g. Al2O3/Mo
- nickel alloy/copper/stainless steel
Design:
- Since the height and waviness of the surfaces controls the bond ratio (area of contact/area of void), surface roughness should be 0.05–0.2 µm Ra.
- Two, three and four sheet SPF/DB is used to produce complex structures such as honeycombs, sandwich structures, structures with internal cooling channel and hollow structures.
- Size limited to SPF/DB press size.
See Also: Superplastic forming
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews