
Master drawing may be up to 20 times the size of the part, depending on the tolerance required. Photographic reduction brings the part down to working size. The final reduction produces a negative which is the exact size of the finished part.
Metal sheet cleaned with pumice and a flexible shaft brush, or chemically.
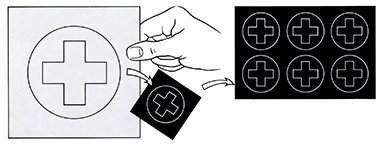
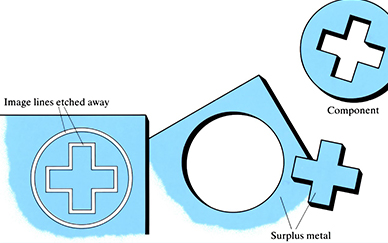
Plate etching removes all metal not protected by coating applied during developing process.
Manufacture:
- An alternative to laser cutting, fine blanking and NC machining.
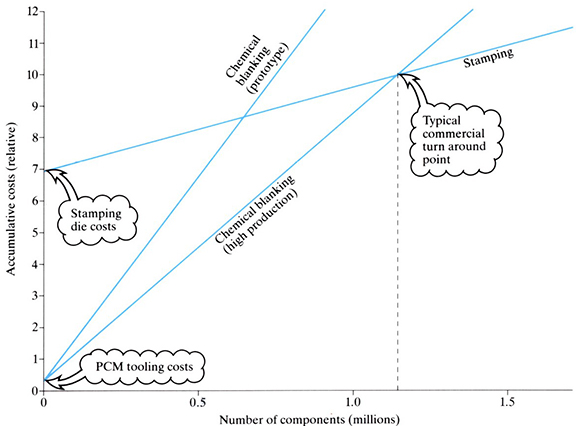
- Usually most economical for “low volume” production, since tooling costs are low compared with hard tooling.
- Often used for “one-off” prototypes before commissioning fine blanking tools.
- For complex and intricate designs it may be the most economical process, e.g. printed circuit boards (PCBs).
- Production of photo-masters and components readily adaptable for CAD/CAM techniques.
- Photo-masters can be ready in a few days, are easily modified, take up little room and do not deteriorate on storage.
- Metal removal rates are high: 2.76 kg h-1 has been achieved in 321 stainless steel sheet 1.6 mm thick.
- Metal removal rates in thick components are less, but for hard metals that would cause excessive tool wear in blanking or machining, PCM may be more economical.
- Unlike laser cutting, machining and blanking, PCM leaves no thermal or mechanical stresses.
- Production rates vary depending on design complexity, material and quantities, but times of approximately 1–2 weeks from receipt of order to delivery are not unusual.
- Typical components include springs, diaphragms, shims, gaskets, printed circuits, electric razor heads, etc.
Materials:
- A wide range of metals and alloys can be machined, irrespective of their metallurgical condition. Special electrical or magnetic properties of materials are unaffected, and the process leaves no thermal or mechanical stresses in the component. Typical materials and their production conditions are as follows.
Material: |
Postbake temperature: |
Etchant: |
| Aluminium | 115°C | 20% solution of concentrated hydrochloric acid and water |
| Copper | 135°C | Solutions of ferric chloride of specific gravity (SG) 1.35–1.41 |
| Magnesium | 130°C | 10% solution of concentrated nitric acid and water |
| Nickel | 125°C | Solutions of ferric chloride SG 1.35–1.41 or 20% concentrated nitric acid / 20% concentrated hydrochloric acid / 60% water |
| Steels | 135°C | Solutions of ferric chloride SG 1.33–1.41 |
| Titanium | 120°C | 10% concentrated hydrofluoric acid and water at 30°C |
| Zinc | 140°C | 10% concentrated nitric acid |
Polymers, glasses and ceramics can also be photochemically machined.
Design:
- Flat components having thicknesses in the range 10 μm to 2 mm.
- 3D components produced by subsequent folding along etched lines.
- Produces burr-free components, unlike fine blanking.
- Difficult to produce parallel-sided holes due to the “undercutting” effect of the etchant.
- Tapered and rebated holes (impossible by fine blanking) produced using asymmetric photo-master.
- Process rounds off internal and external corners. This can be minimised by careful design of photo-masters, but can be an advantage as it reduces stress concentrations.
- Surface finish depends largely on the surface of the initial material, but is typically in the range Ra = 1.6–6.3 μm. Surfaces show the grain structure of the metal, due to attack by the etchant.
- Dimensions and tolerances depend on material, thickness and design of the photo-master, e.g. stainless steel (1 mm thick) ±0.2 mm and the aluminium alloy (1 mm thick) ±0.13 mm. Manufacturers should be consulted to determine specific dimensions and tolerances available for a given component.
See Also: Laser Cutting
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews