
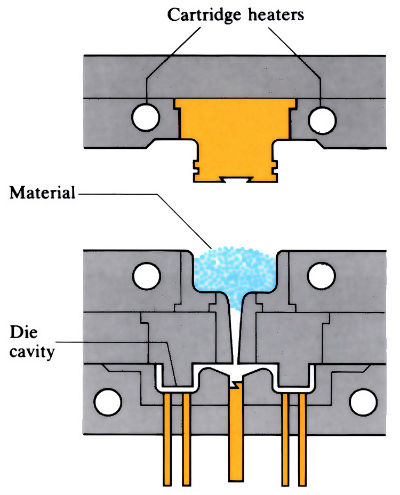
1. Integral transfer mould ready for pressure to be applied to a compound in the chamber.
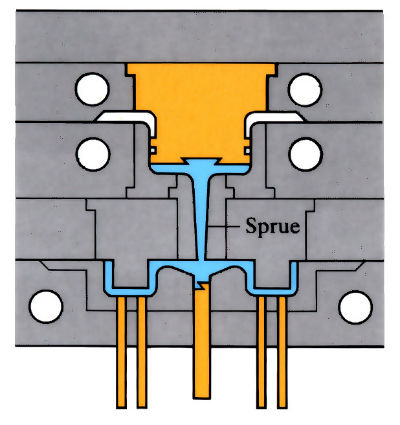
2. Mould fully closed. The compound has been plasticised by heat and pressure, and transferred from the chamber through the sprue, runners and gates to the cavity.
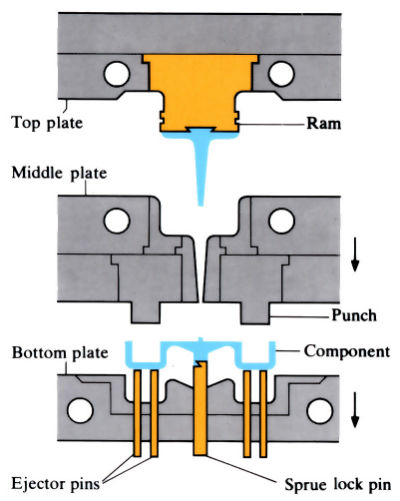
3. Mould fully open and ready for the operator to remove moulded parts and cull.
Manufacture:
- Transfer moulding is a variation of compression moulding of polymers. It involves the use of a plunger and heated pot separate from the mould cavity (three-part mould assembly).
- A pre-weighed amount of powder or a pre-heated pellet is loaded into the separate heated pot chamber. When the material is at the correct temperature, it is then transferred under a pressure of 50–100 MPa into the closed multi-die cavity, through a sprue.
- This pressure is retained at temperature, to allow curing cross-linking reactions to occur.
- Once curing is complete, the three parts of the mould are opened. The sprue breaks from the part and is separately removed from the top ram. The residual material (now also cured) and the sprue is known as the “cull”.
- Another technique is known as plunger transfer. The two-part mould assembly has a plunger in the top plate and a pot in the bottom. The cull is ejected with the parts.
- Cycle times are shorter than with compression moulding. In transfer moulding, considerable work is done on the material during the transfer process, and the heat transfer paths are shorter. This leads to faster heating, curing and cycle times than compression moulding.
Materials:
- Materials are normally thermosetting polymers such as PF, UF, MF, epoxies and rubbers.
- Additives may be mixed with the base material to encourage free-flowing characteristics.
Design:
- The size of the part that can be transfer moulded is limited by the size of the presses available.
- A large part would have a projected area of 650 cm2.
- Capable of producing components with varying wall thicknesses, delicate holes and the inclusion of inserts (these would not be possible by compression moulding).
- Closer tolerances are possible than with compression moulding. This is particularly true of dimensions perpendicular to the parting lines, because the mould is clamped shut before injection.
- Finishing costs are less than for compression mouldings.
- Typical transfer moulded parts include: domestic utensil handles, electric appliance parts, electronic components, electric plug moulds and other electric connectors (particularly with fragile metallic inserts), and small rubber components.
- Mould-making costs are higher than for comparable compression moulds.
See Also: Compression moulding, Injection moulding, High pressure die casting and Acurad process.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews