
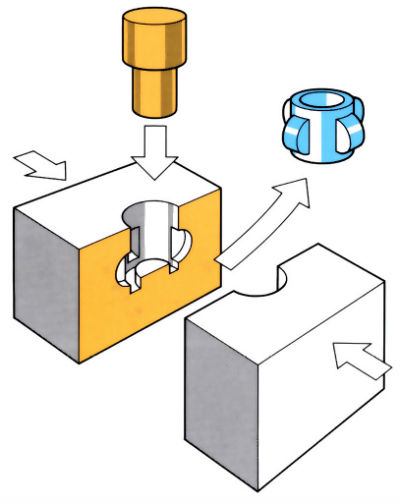
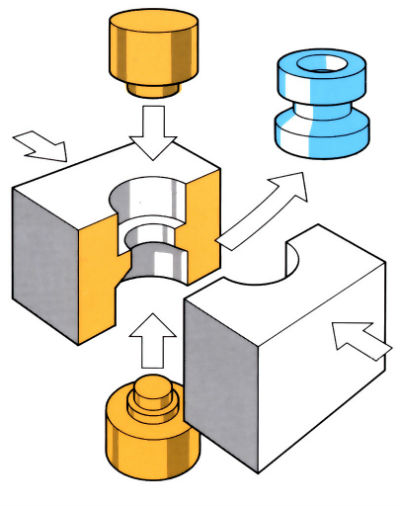
Vertical axis mode
Split dies are mounted on the side rams of the press, and a contoured die segment or piercing punch (or punches in the four-die system) is attached to the main vertical ram. The heated billet is first deformed by the side rams, then the piercing punch is activated.
Three-die system:
Four-die system:
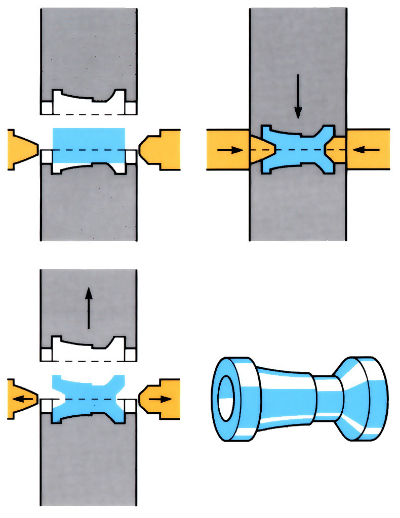
Horizontal axis mode
Split dies are mounted on the base of the press and the main ram, with piercing punches carried on the horizontal rams. Top and bottom dies close first, then the side rams are actuated.
Manufacture:
- Axiforge or multiram forging can be performed either in the vertical or horizontal axis mode or a combination of both, at temperatures of >0.6Tm.
- The process can be done on hydraulic, crank or friction screw presses. The capacities of the presses range from 750 to 30,000 tonnes with side ram pressures of 150 to 6000 tonnes.
- Accurate preforms are required, since it is a totally enclosed die technique.
- Sub-assembly sideways tooling is quite complex with the use of slide cones.
- Tool life on hot forging small steel components is low.
- Tool life is better on hot forging brass components, since this is done at lower temperatures than for steel.
Materials:
- Material range is restricted to those that produce acceptable die and punch lives.
- Steel components can be forged successfully.
- Multiram forging has also been used for the production of brass components at lower temperatures than steel.
Design:
- Deep cavities or bores can be achieved by piercing and reverse extruding.
- Undercut shapes can be produced by sideways ram movement.
- Offers material and machining cost savings.
- No flash formation (enclosed dies).
- Low draft angles of 0–2˚.
- Improved tolerances on concentricity and thickness can be achieved.
- Improved grain flow contours give improved material properties.
See Also: Hot forging (closed die) and Upset forging.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews