
Manufacture:
- Viable alternative to gravity sand, gravity die and low pressure die casting, for low-medium production numbers.
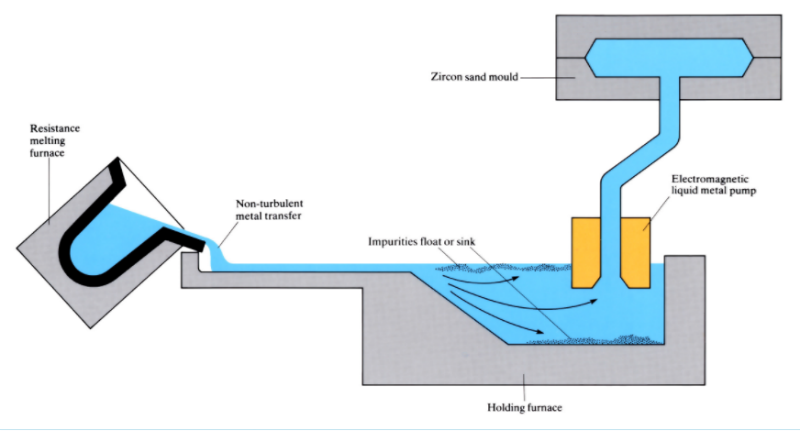
- Metal melted in a resistance furnace to minimise turbulence, before non-turbulent transfer to holding furnace, where impurities sink or float.
- Metal transferred from centre of holding furnace in a non-turbulent manner by means of an electromagnetic pump, gradually displacing air through the permeable sand mould.
- Moulds produced by zircon sand (ZrO2/silicate) which has a very low coefficient of thermal expansion (<0.2% at casting temperature), leading to high accuracy. Cores and moulds are assembled at room temperature, with accuracies of ±0.5 mm. Patterns are usually cast resin, and hence less expensive than metal tooling.
- Scrap rate is <2%, due mainly to broken cores, and yields in excess of 90% are achieved since only vertical in-gates are used. Almost 100% sand is recycled since degradation is negligible, and loss on ignition is <0.1%.
- Production rates of 1 mould min-1 are possible from a single set of tooling.
- Cheaper than gravity die casting due to less fettling, cleaning, machining and quality assurance.
- Typical products include military and aerospace castings, and cylinder heads, manifolds, etc. for the automotive industry.
Materials:
- At present only aluminium alloys such as LM 25, but process could be used for many other alloys.
- Porosity levels of 0.01–0.001% are possible, compared with 1–2% for conventional methods.
- A cheaper, unmodified, copper-hardened, eutectic silicon alloy has recently been developed. Up to 2% zinc and 0.9% iron can be tolerated in this alloy if used for less exacting applications such as cylinder heads, which do not require elongations in excess of 1%.
- Typical properties for unmodified LM 25 and the eutectic silicon alloy are as follows:
| Properties | LM25 (Al-7Si-0.5Mg) | Al-11Si-3Cu | |||||
|
As cast |
Soln + polymer quench |
Soln, polymer quench and age |
As cast |
Aged only |
Soln, water quench and age |
Soln, air quench and age |
|
|
UTS (MPa) |
– | – | – |
195 |
210 |
320 |
290 |
|
0.2% PS (MPa) |
100 |
140 |
285 |
135 |
180 |
300 |
250 |
|
Elongation (%) |
4 |
10 |
3 |
1.3 |
1.0 |
0.75 |
1.0 |
| Hardness (VPN) | – | – | – | 90 | 95 | 120 | 110 |
Design:
- Complex 3D castings from 1 to 50 kg.
- Components can be designed with thinner wall sections due to better dimensional accuracy, leading to a 15% weight saving and reduced machining costs.
- Wall thicknesses are repeatable to within ±0.15 mm, compared with 1–3 mm for die and sand castings.
- Accuracies of 0.1–0.2 mm possible up to 500 mm, with a repeatability of 0.2 mm in 500 mm.
- Threaded inserts can be cast-in.
- Tolerance on hole diameters is approximately ±0.05 mm on a 10 mm diameter.
- Flatnesses of ±0.15 mm possible after heat treatment.
- Typical surface finish 4.6–6.0 µm Ra.
See Also: Gravity die and Low pressure die casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews