
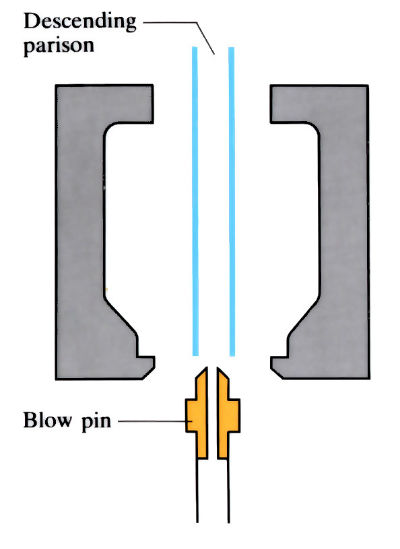
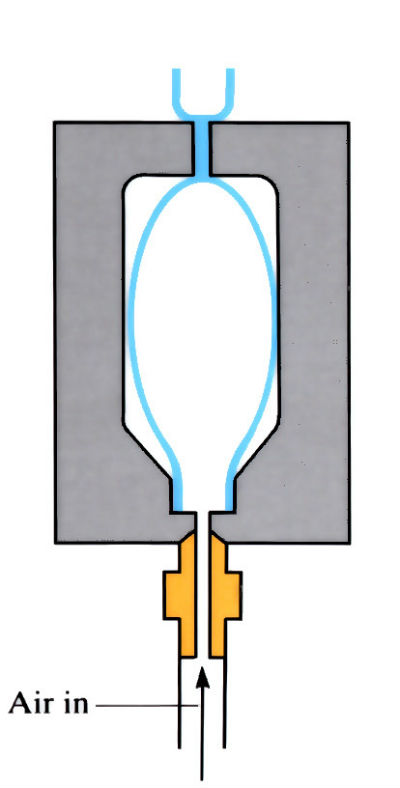
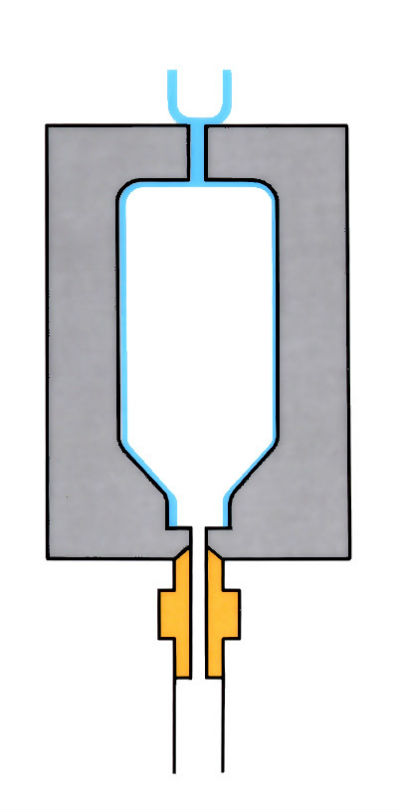
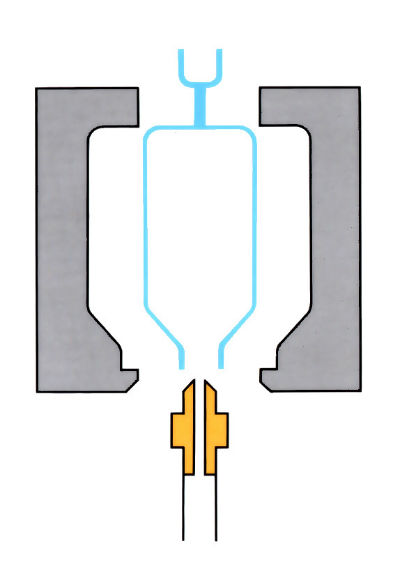
The process of blow moulding containers, showing the sequence of operations in the water-cooled mould.
(a)
(b) inflating
(c) inflated and cooling
(d)
Manufacture:
- Parisons for blow moulding are produced by extrusion or injection moulding.
- In conventional extrusion blow moulding (EBM), the parison is simply clamped between the mould halves and blown into shape using compressed air, whereas in stretch blow moulding, the parison is stretched axially and radially before the final blowing operation.
- EBM and extrudate stretch blow moulding (ESBM) both produce scrap at the base and neck of the container, whereas injection stretch blow moulding (ISBM) virtually eliminates scrap.
- ESBM and ISBM can be a one-stage process, in which extrusion/injection and blowing are carried out on a single machine, or a two-stage process, in which preforms are reheated before blow moulding.
- The single-stage ISBM process has a lower capital investment, a lower production rate (≃1200 bottles h-1) and is best suited for the production of a wide range of products. The two-stage ISBM process has a much higher capital investment, a higher production rate (≃15,000 bottles h-1) and a lower material cost due to the better control of wall thickness. The process is best suited to long production runs of one type of container.
- Co-extrusion, mould inserts and “two-shot” injection moulding are used to produce multi-wall preforms for the production of laminated containers.
- Labels coated with hot-melt adhesive can be placed in the mould halves before moulding.
- The process is used for a wide range of liquid containers from shampoo bottles to petrol tanks, and is slowly replacing the more traditional glass, metal and paper containers.
Materials:
- Main material requirement is sufficient melt strength to form a suitable parison.
- Process is suitable for a wide range of “consumer polymers”, the most common being low and high density polyethylene, polypropylene, polyester and polyvinyl chloride.
- Recent developments in materials and equipment now enable a number of “engineering polymers”, such as polyphenylene oxides, polycarbonate/PET, nylons and polycarbonates to be successfully blow moulded, thus extending the product range.
- The difficulties in meeting the increasingly stringent requirements for bottles and liquid materials has led to the use of multi-layered materials to give improved “barrier resistance” and mechanical properties and shelf lives approaching that of glass. Laminates of incompatible materials are produced by separating the layers with thin compatible bonding layers.
- Stretch blow moulding techniques give better control of crystallinity and molecular orientation, which gives improved mechanical properties, clarity and barrier resistance. This in turn enables wall thicknesses to be reduced and lower grade materials to be used, with a consequent reduction in material costs.
Design:
- Almost any shape of bottle or container, provided it has no handle.
- Sizes of containers range from 0.1 to 250 litres and can be transparent, opaque or coloured.
- Threaded necks are easily produced by compression moulding in the neck-clamp of the mould, or by injection moulded parisons.
- Long components suffer from parison “draw-down”, making uniform wall thicknesses difficult to obtain.
See Also: Rotational moulding, Hot extrusion and Injection moulding.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews