
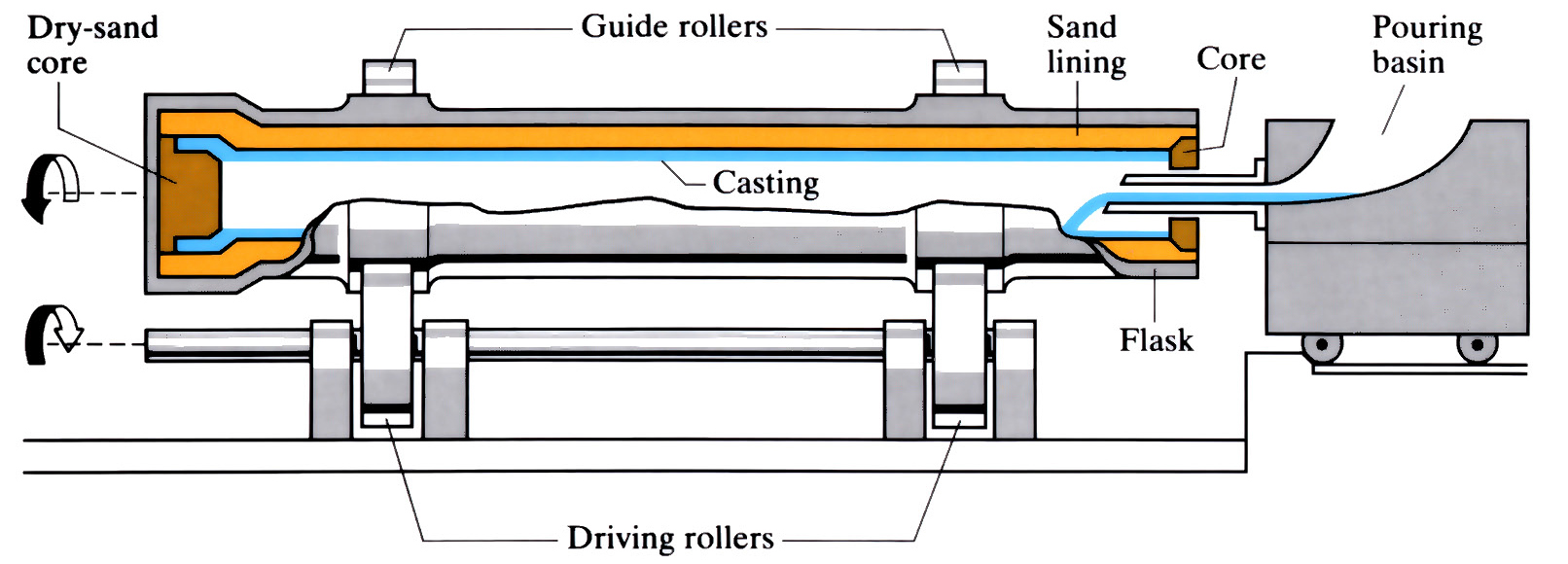
Sand moulding casting:
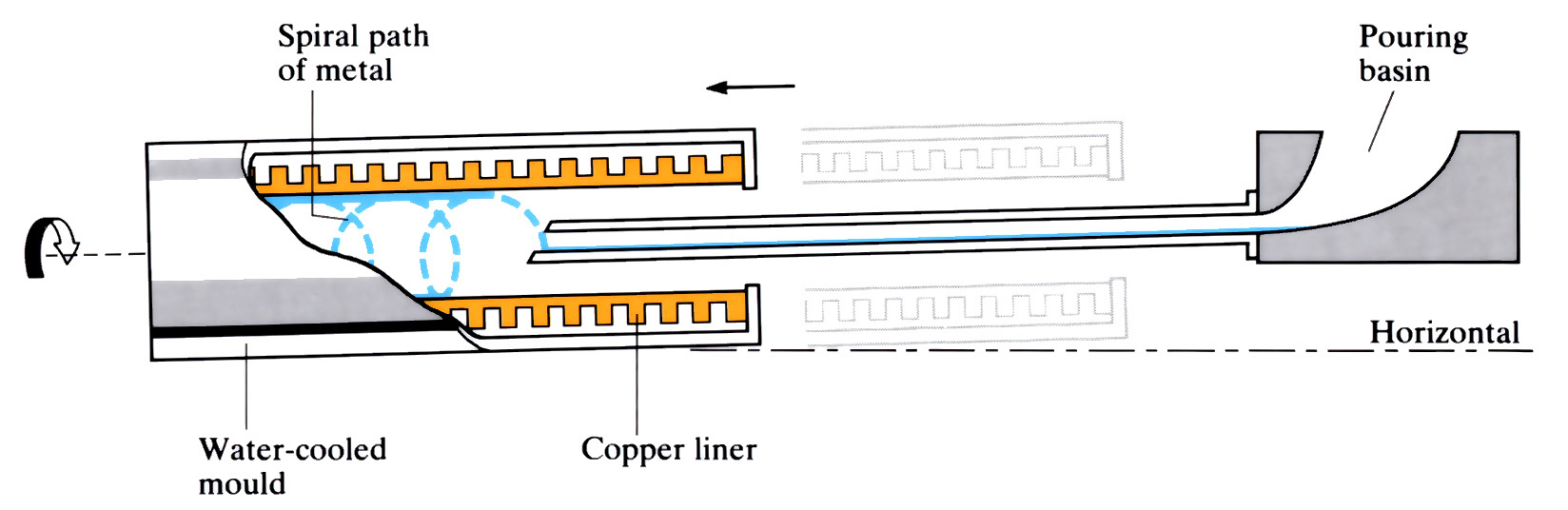
Metal moulding casting:
Horizontal method used for the production of long pipes.
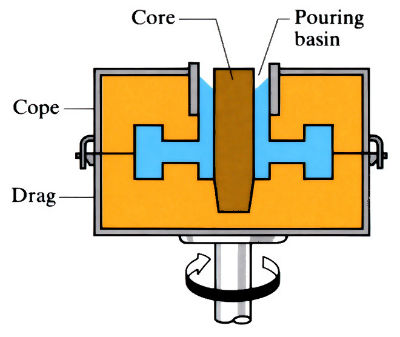
Vertical centrifugal casting:
Core used for central holes.
Manufacture:
- Centrifugal casting is used to manufacture hollow cylindrical products.
- When the length of the product is great compared with its diameter (e.g. cast iron pipes, gun barrels and propeller shafts with diameters up to 1.73 m), the mould is rotated about a horizontal axis.
- If the diameter is greater than the length, then the mould is rotated about a vertical axis. (Sometimes cores can be used in this case.)
- Sand, metal or ceramic moulds are rotated at speeds which will produce centrifugal accelerations of between 60 and 80 g. Metal moulds can be water-cooled and solidification is faster than sand moulds, producing finer grain structures. Sand moulds are preferred for long castings to prevent premature solidification.
- With the elimination of the need for cores, gates and risers, high yields of up to 100% can be achieved.
- Lighter weight non-metallic particles and dross tend to segregate towards the inner radius of the casting, so can be removed by machining the bore.
Materials:
- Materials include all castable alloys.
- Used extensively with cast iron for the manufacture of cast iron pipes.
- White metals are used for the production of centrifugally cast bearings in Babbitt metal, phosphor bronze, leaded bronze and copper-lead alloys.
- Dental alloys are used to cast dental tooth caps.
- Improvements in mechanical properties can be achieved by centrifugal casting.
- The commonest cause of casting fault is laps arising from imperfect flow, particularly in alloys with low fluidity and strong oxide films.
| UTS (MPa) | YS (MPa) | E (%) | |
| Conventionally cast Al alloy (3560) | 227 | 165 | 3.5 |
| Centrifugally cast Al alloy (3560) | 331 | 234 | 8 |
Design:
- A wide variety of diameters, lengths and wall thicknesses can be centrifugally cast.
- Maximum dimensions are as follows:
length 1000 cm
outside diameter 173 cm
total weight 36 000 kg - Simple cylindrical shapes such as cast iron pipes, bushes and cylinder liners are made using this technique.
- Complex-shaped components such as pulleys and gears have both internal and external surfaces shaped by the refractory mould and core.
- Composite components are formed by lining an outer shell with a cast alloy. White metal bearings are formed in this way.
See Also: Rotational moulding and slip-casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews