
Manufacture:
- There are three main heat sources used for direct metal deposition:
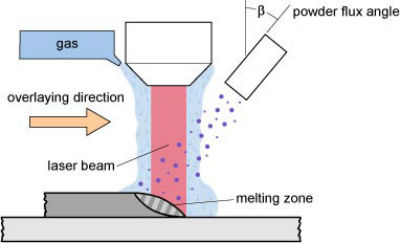
- Lasers are the most common, providing a focused heat source down to fractions of a millimetre. They require shielding from oxidation but do not require a vacuum.
- Electron beam systems are less common, providing the smallest spot size and best beam definition. However, due to the high attenuation of electrons by gases, the process needs to be encapsulated in a vacuum.
- Plasma arc techniques provide opportunities for much greater deposition rates compared to laser and electron beams. The heat source is analogous to a GTAW welding system, melting the substrate with a plasma arc. With high depositions rates and relatively large spot sizes comes low precision, surface quality and feature definition.
- The positioning system for DMD systems are what set them apart from other metallic systems. By feeding material via the heat source, the flexibility in position becomes significantly freer compared with powder bed systems. Possible benefits include:
- Flexibility in movement. Systems with 6 or more degrees of freedom have been created, even robotic arm systems have been used.
- Very large substrates can be used, meaning material can be deposited onto existing components.
- Repair applications require the flexibility offered by DMD systems.
Materials:
Proven for a wide range of materials, however many do not exhibit properties close to wrought material of the same chemical composition. Development is popular with high cost materials due to the reduction in wastage compared to subtractive manufacturing. Materials such as (limitations in brackets):
- Nickel-based super alloys (rapid cooling rates limit the extent to which precipitates can form, limiting the possible strength without post thermal treatments).
- Titanium alloys (limited by shielding of oxidising gases).
Design:
Component design is limited by:
- The minimum feature size cannot be smaller that the minimum track size for the setup. This is linked to the spot size of the heat source and to the material feed rate.
- Surface finish is limited by the minimum track size for the setup: the smaller the track size, the finer the surface finish.
- The number of degrees of freedom in the control system.
- Overhanging material requires supporting structures or a control system with sufficient degrees of freedom to produce the overhang perpendicular to the feed nozzle.
See Also: 3D printing, Fused deposition modelling (FDM), Selective laser melting (SLM)
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews