
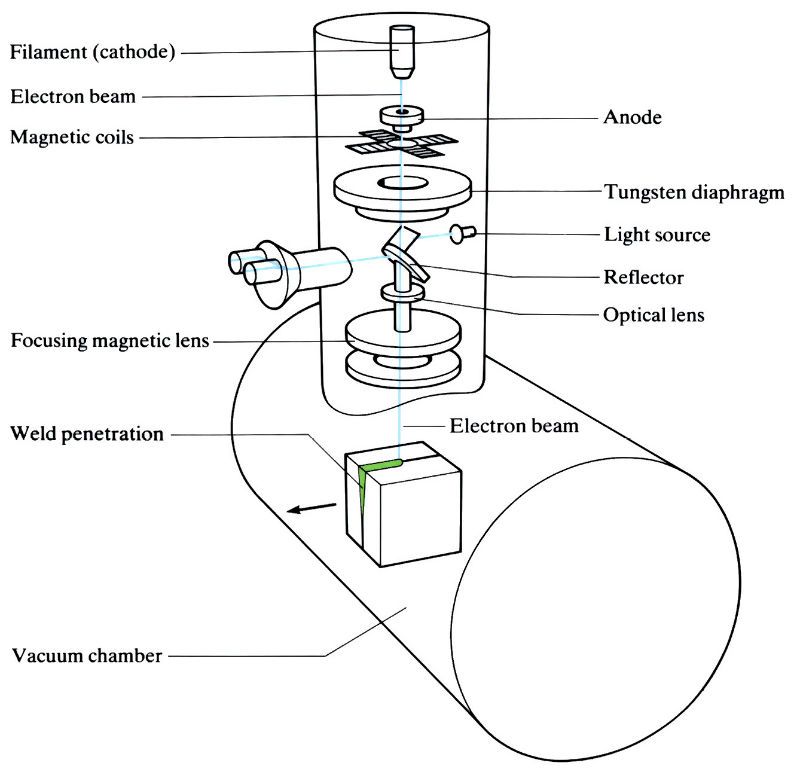
The electron beam is generated in an "electron gun" consisting of a hot filament, which acts as a source of electrons. The filament is held at a negative potential, and the electrons are accelerated through a large potential to the anode. The electron beam converges to a focus as it passes through the anode, then diverges between two focusing coils that focus it onto the workpiece. The size of the beam spot is controlled by means of focusing coils, and additional coils may be present to control the deflection of the beam from its axis. The gun operates under a vacuum of approx. 0.01 Pa.
Manufacture:
- An alternative to laser, arc and resistance welding for spot, butt and lap welding.
- The electron beam has a high power (up to 100 kW for deep section welding), and can be concentrated to a spot diameter of 0.5–3 mm. Power densities of over 100 kW mm-2 are used. This results in narrow welds with deep penetration and the minimum of distortion. The spot size can be increased to pre-heat and/or post-heat the weld.
- There are three main types of electron beam welding:
- High vacuum (HV-EBW): Workpiece at 10-4–0.1 Pa, highest purity welds, deepest penetration, lowest shrinkage and distortion, highest capital and maintenance costs, longest pump-down times (3–30 min), slowest production rate.
- Medium vacuum (MV-EBW): Workpiece at 0.1–3000 Pa, lower purity, wider, more tapered, less penetrating welds, more shrinkage and distortion than HV-EBW, but with higher production rate and lower costs. Pump-down times 5–50 s.
- Non-vacuum (NV-EBW): Workpiece at atmospheric pressure in air or an inert gas. Lowest quality weld but lowest cost, highest production rate and largest components. The power density input to the workpiece depends on the ambient gas used. This is reflected in the depth and width of weld, the helium NV technique giving a narrower, deeper weld, or an increased work distance.
- Process is ideal for automation, since there is no electrical or mechanical contact between the workpiece and electron beam. Small spot size requires a close and accurate fit of components, hence fixturing and beam/workpiece control are critical.
- Production rates depend on technique used, chamber size, pump size, component size and material, but a single-pass weld can be 10–20 times faster than a multi-pass arc weld. Production rates are improved by using rotary tables, where a pre-weld pumping station reduces pressure around one workpiece, whilst the electron beam is welding another. MV production rates can reach 1500 parts h-1.
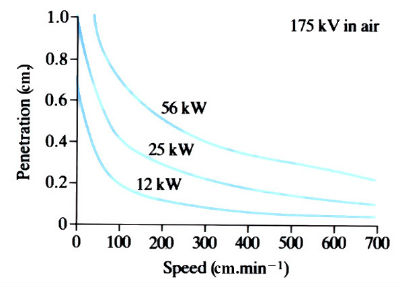
- Penetration and depth/width ratio depend on power density, beam focus, vacuum, welding speed, fixturing accuracy and material. Effects of beam power and weld speed on penetration are shown below for NV-EBW in air.
- Total power of electron beam is constant over a large working distance, but the power density decreases with distance, giving broader, less penetrating welds.
Materials:
- Almost all weldable metallic materials can be welded using EBW, but many have specific problems (see table for laser welding).
- If welding is done in a vacuum (HV- and MV-EBW), degassing of the weld pool may occur, leading to porosity.
- Energy requirement for welding a component depends on material, thickness and welding speed, as illustrated by the examples below.

Design:
- Depth/width ratios and weld penetration depend on technique employed. Typical values are shown below.
- Edge preparation (“V- and J-grooving”) is reduced or eliminated, and most welding is butt welding without filler material.
- Materials from 0.01 to 150 mm thick can be welded in a single pass.
Depth/width Penetration (mm) HV-EBW 50/1
150
MV-EBW 20/1
50
NV-EBW 5/1
25
See Also: Laser beam welding.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews