
1. Inject polystyrene beads into a heated aluminium die. Inject steam into pattern, from a steam chest, to fuse and expand polystyrene beads.
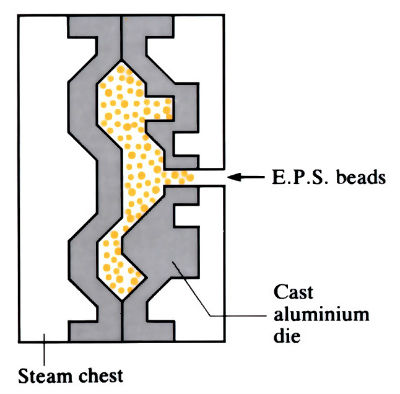
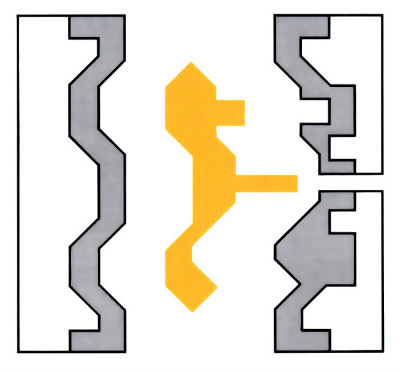
2. Cool die, open, eject pattern and store for 30 days.
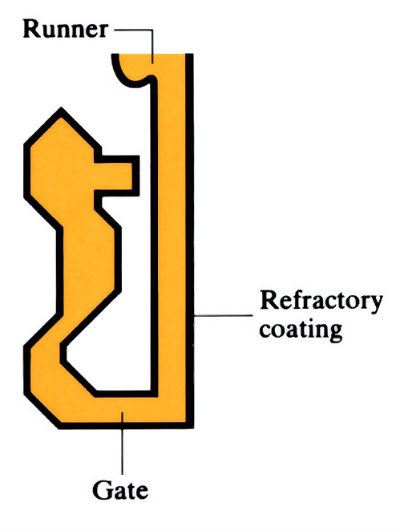
3. Glue-on runners, feeders and risers (where necessary) if not already an integral part of the pattern. Coat pattern with a special factory coating and dry.
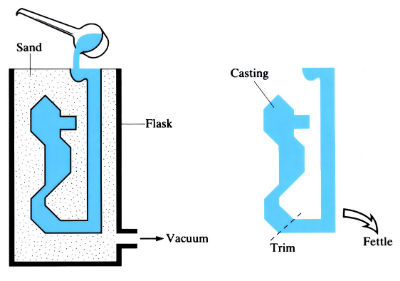
4. Place the pattern in a "flask" of loose, dry, unbonded sand. Add more sand and consolidate by vibrations. Apply vacuum to "flask" and pour metal. Allow to cool, remove casting and treat sand before re-use.
Manufacture:
- Simple equipment and low operating costs enable savings of 10–20% to be achieved compared with conventional sand casting.
- Best suited for low to medium production runs of the order of 50–200 per day, for castings with a high sand/metal ratio that require complex cores.
- Patterns of special low-density polystyrene beads of diameter 1.25 mm are usually produced in cast aluminium dies, but for short runs and one-offs they can be machined from solid, or fabricated. Rate of pattern production in dies is approximately 1 pattern min–1.
- Patterns are initially undersize, but quickly expand to die size. Shrinkage then occurs over the next 30 days, and patterns are usually used after this shrinkage.
- Ready-made patterns can easily be obtained from firms which specialise in packaging, and if patterns are small, large numbers can be assembled in one flask (moulding box).
- Although conventional core and mould coatings have been used to coat the pattern, it is preferable to use coatings specifically designed for this purpose. These coatings, of zirconia, zirconia-graphite or silica, are more permeable than conventional coatings – aiding gas escape from the mould, and are more flexible – allowing contraction and expansion without chipping or cracking.
- Coarse, unbonded moulding sand is used to aid permeability.
- Low-cost consumables, as the sand binder is eliminated and the sand is recycled.
- No knock-out or decoring problems, as the loose sand flows away easily.
- Tool life excellent, since tooling does not contact either sand or liquid metal (this unusual advantage is only found elsewhere for the lost wax process).
- A vacuum is necessary to provide mould strength when the expanded polystyrene evaporates, and to remove the fumes.
- The pouring rate is critical and depends upon the density of the polystyrene, sand permeability, gating system and the metal.
- Yields are slightly higher (50–80%) than the conventional methods, since risers are seldom needed.
- Typical products include automotive castings such as camshafts, crankshafts, ball-valve casings and caterpillar tracks.
Materials:
- All castable materials with casting temperatures above that required to vaporise the polystyrene (≃700° C).
- The vaporised polystyrene produces carbon which will diffuse into the surface of steel components, altering their composition. This is most serious for low carbon steel components, but can be avoided by coating the pattern with 2 or 3 coats of refractory slurry, then firing at approximately 1000°C. This removes the pattern, leaving a thin ceramic shell which is surrounded by sand before casting in the conventional manner.
- Components tend to contain less gas defects, due to vacuum during pouring and solidification.
- Expansion defects tend to be less since the sand is unbonded, and since the metal does not come into contact with the sand there are no exogenous inclusions.
- Hot tears are reduced, since the mould offers very little resistance to contraction.
Design:
- Complex 3D castings up to 2000 kg can be produced without the use of cores, but castings are more usually in the range 1–50 kg.
- Distortion of the polystyrene pattern is possible in large castings (500 mm and above).
- Castings have no parting lines, and hence require less fettling.
- Re-entrant angles are possible and draught angles can be minimised, with a saving in metal.
- Minimum wall thickness is 4–5 mm (approx. 3 x bend radius), and dimensional accuracy and repeatability are better than with conventional sand casting processes. Uniform wall thickness can be maintained as there is no core displacement.
- Surface finish usually shows polystyrene bead pattern.
See Also: Sand casting, Gravity die casting, Investment casting and “V” process.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews