
Manufacture:
- An alternative to “conventional” sand casting processes, with the advantage of a cleaner working environment. Suitable for either “jobbing”, or fully automated production, although ideally the foundry should be specifically designed for the process.
- The foundry needs to be specially designed around this process, with special moulding boxes with integral cavities and vacuum lines to accompany moulds. The process is patented and licensed from Japan. Relatively few non-Japanese companies have adopted the process.
- Uses dry, unbonded silica sand which requires little compaction and is almost fully reclaimable; a major economic advantage.
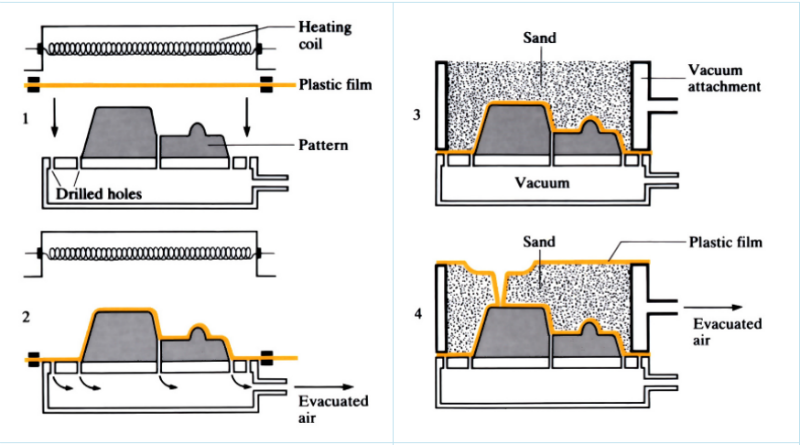
- The ethylene vinyl acetate film is 50–100 µm thick and is heated to 100˚C; the temperature is judged by the loss in opacity of the film. After thermal softening the pattern must be uniformly coated, without wrinkles or tearing.
- Patterns of cast aluminium are cheaper than for “bonded” sand moulding and last longer, since the sand does not come into contact with the pattern.
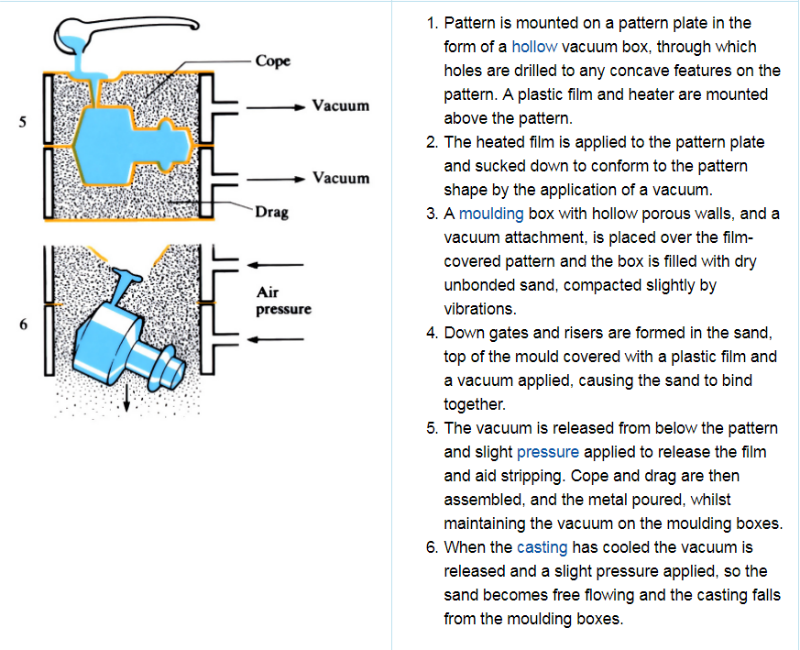
- Gating systems should allow the cavity to be filled rapidly. Vents and risers must be located in such a way that the unfilled portion of the casting cavity is at atmospheric pressure, to allow the gases formed in the initial stages to escape to atmosphere.
- Knock-out is easy, since removal of the vacuum allows the sand to flow out of the box.
- When casting cast iron, or other similar medium to high melting point materials, the surge of hot air and mould gases released at knock-out produces a cloud of fine silica dust, which is a serious environmental health hazard.
- Products that have been produced include manhole covers and tractor sprockets.
Materials:
- All materials that can be cast into sand moulds.
Design:
- Better accuracy than bonded sand moulds, since compaction is more uniform, and the mould is comparatively rigid.
- Casting defects associated with bonded sand moulds (such as gas and expansion defects, and hot tears) are minimised.
- Deep forms, and sharp corners and edges, should be avoided to minimise the risk of “wrinkling” and tearing of the plastic film.
- Surface finish depends on the grain size of the sand (which should be fine, to avoid metal penetration under vacuum) and is better than bonded sand moulds, being typically in the range 6.3–12.5 µm Ra.
- Other design features are similar to “conventional” bonded sand moulds (see Sand casting).
See Also: Full mould casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews