
Find out more about The Open University's Science courses and qualifications
1. Die and cores (where applicable) sprayed with mould coat. Mould heated using gas burners and die lubricant sprayed on.
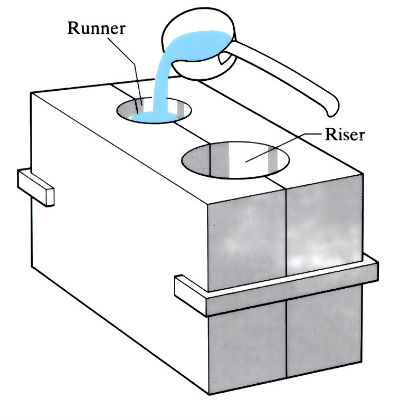
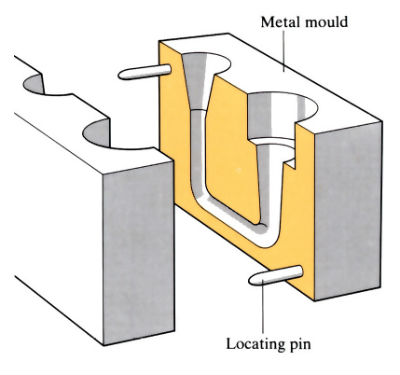
2. Die parts assembled and clamped, and metal poured into runner.

3. Die set opened and casting ejected, fettled and heat treated where necessary. Die set cooled by air or water (when necessary) and die lubricant applied before reassembly.
Manufacture:
- Yield depends on design of gating system, but is usually 40–60%.
- Large moulds, used mainly for aluminium and magnesium alloys, are usually assembled and stripped by hand. Small moulds, particularly for ferrous castings, are automatically stripped. Mould design and clamping pressure are such that there is little or no thermal distortion.
- Large castings are often hand-poured, but there is a tendency with smaller ferrous castings to use fully automated pouring, where both ladle and moulds are tilted and controlled throughout pouring, to minimise turbulence.
- Process used for medium to large production runs, depending on component weight, design and material. Suitable for a minimum of 500 castings, although with large complex castings may be viable for much smaller numbers.
- Production rates vary considerably with size, design and materials used. Typical rate for aluminium cylinder heads is one every 5 min. Most ferrous castings are small and simple, and high production rates are achieved using carousels and automation.
- Energy requirement is about half that of conventional sand casting. Steel castings have been shown to be 15–20% cheaper than comparable sand castings.
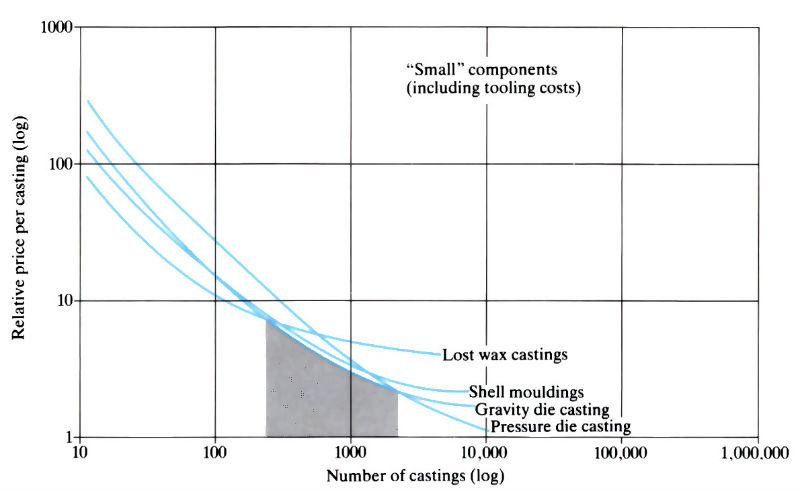
- Cost of gravity die castings is comparable with other casting processes (see diagram).
- Typical products include cylinder heads, wheel hubs and pistons (non-ferrous), crankshafts, disc-brake parts and hydraulic components (ferrous) for the automotive industry.
Materials:
- Mainly aluminium alloys, but also alloys of copper, magnesium and zinc, steels and cast irons. Suitable only for fluid alloys due to the high freezing rates in the die.
- Physical and mechanical properties are better than those of comparable sand castings, and defects associated with sand castings are eliminated.
- Metal enters the die more slowly than pressure die casting, hence there is less turbulence, resulting in sounder, denser castings.
- Grey or ductile cast iron is the most common die material, although dies are also made from low carbon and alloy steels, graphite and copper-2% beryllium.
- Die coatings and chills are used to control the solidification and amount of shrinkage porosity. Die coatings, which are applied by spraying or dipping, should prevent metal from sticking to the die, insulate, lubricate, allow adequate ventilation and be durable.
- With clean, modified and grain-refined aluminium alloys the cast, quench and ageing process (CQA) has been shown to give improvements in both strength and ductility over as-cast or heat treated castings. CQA consists of quenching the component directly from the die, followed by ageing.
Design:
- Accuracy and surface finish depend on material and design, but are limited by the thermal distortion of the die and the build up and spalling of the die coating.
- Accuracy is less than for pressure die casting; typically ±0.1–0.2 mm. Surface finish is better than for sand casting, but not as good as for pressure die casting; typically 1.6–3.2 μm Ra.
- Process most suited to small simple castings with uniform wall thickness, no undercuts and no intricate coring.
- Metal inserts may be included in the die, but should have a knurled surface, to provide the necessary mechanical bond between casting and insert.
- Uniform die thicknesses (of 25–60 mm) are needed to produce progressive solidification, and are achieved by relieving the die back to conform with the contours of the die cavity.
- Design of gating system (which can be bottom, side or top) is important, since it affects metal turbulence and yield.
- Die size must be large enough to accommodate gates and risers, which require a head of 75–200 mm. Component weights vary with material and design, but for ferrous castings are typically 4–6 kgs with up to 200 kg.
- Die should not be too strong, or warping will occur due to heat difference between inner and outer surfaces. Clamping mechanisms should prevent this thermal warping, but this is difficult if the mould is too strong.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Study a free course
-
Discovering chemistry
Learn more to access more details of Discovering chemistryChemistry lies at the centre of our modern life, playing a part in areas as diverse as the development of new drugs and materials, analysing our environment through to more mundane activities such as washing your clothes and making your tea. But to truly understand the role chemistry plays you need to have a sound grasp of a number of ...

-
Basic science: understanding experiments
Learn more to access more details of Basic science: understanding experimentsThis free course, Basic science: understanding experiments, introduces you to science-based skills through simple and exciting physics, chemistry and biology experiments.

-
An introduction to design engineering
Learn more to access more details of An introduction to design engineeringThis free course, An introduction to design engineering, looks at the way in which engineers use ideas and approaches from the discipline of design thinking to inform their work. The complexity that people bring to design problems is introduced, along with some basic methods of dealing with such complexity.

Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews