
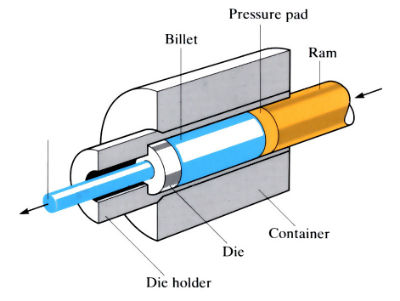
Forward extrusion
Heated billet is forced through a die. Die can be complex shape. Long semi-continuous lengths.
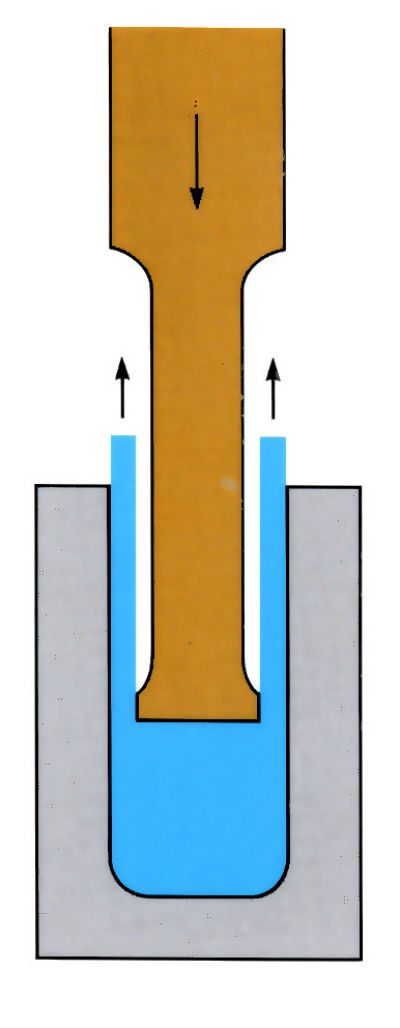
Backward extrusion
Heated billet is backward extruded by smaller diameter top punch. Shorter lengths than forward extrusion.
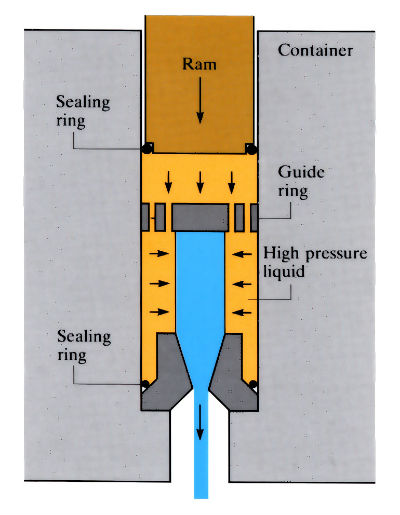
Hydrostatic extrusion
Heated billet is surrounded by high-pressure fluid. Loads are lower than extrusion in containers.
Manufacture:
- In forward extrusion a cast billet is heated to a temperature of > 0.6Tm, placed in a container and then forced through a shaped die by the application of pressure from an hydraulic ram to produce the shape in the die. Since the final wrought shape can be obtained in a single process from the cast billet, the process is very attractive if the output is sufficiently large.
- Complex aluminium alloy sections are forward extruded for a wide range of applications, including window-frame sections. Presses of up to 3000 tons capacity are required to extrude aluminium alloys billets up to 0.56 m in diameter at 400–500˚C.
- Extrusion speed varies with the type of material:
pure aluminium 70 m min-1
heat treatable Al alloy 1 m min-1 - Backward extrusion is used to produce hollow components having a closed end, by forcing a smaller-diameter punch into the slug so that metal flows around and back up the punch.
- Hydrostatic extrusion uses a hydrostatic pressure of a fluid on all sides of the billet to force the billet through the die. This has the advantage of being able to use lower extrusion pressure (since there is no container wall friction) and materials of limited ductility can be extruded.
Materials:
- The suitability of a material for extrusion depends on:
- the temperature range over which extrusion is possible (must avoid hot shortness cracking)
- the stiffness of the material at temperature
- the abrasive action of the material on the die and container walls; at temperatures >600–700˚C the hardness of the die decreases and the tools undergo serious abrasion.
- α/β brasses containing Cu and 35–45% Zn are excellent extrusion alloys at 650˚C.
- Copper and other copper alloys such as aluminium bronzes, tin bronzes, phosphor bronzes and cupro-nickels are stiffer to extrude than the brasses, and require higher temperatures (e.g. Cu-Ni 1050˚C).
- Aluminium and aluminium alloys containing manganese, magnesium and silicon are readily extruded at 400–500˚C.
- Steel can be extruded at 1100–1250˚C, but requires the use of glass as a lubricant to prevent excessive wear on dies and containers. Heated billet is rolled in a glass-fibre mat and a glass-fibre pad is placed against the face of the die.
Design:
- Soft metal (such as aluminium and brasses) shapes that can have virtually any required cross section can be extruded. The shapes can be solid or can incorporate holes by the use of port-hole dies.
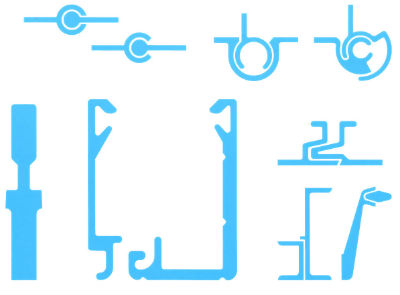
- Stiffening ribs, flanges, fixing and locating slots, channels, grooves, fins and lugs can be designed in soft metals, to virtually eliminate all machining operations.
- Close tolerances can be achieved in the soft metals, ranging from 0.16 mm on 10 mm diameter sections up to 0.60 mm on 300 mm dia. sections.
- Steel extrusions have wider tolerances, ranging from 0.75 mm at 25 mm dia. to 1.50 mm on diameters above 75 mm. Larger section radii are required on the extrusion of lengths of steel up to 10 m. Internal radii range from 1.5 to 4.5 mm, whereas external radii range from 0.75 to 2 mm. Steel tolerances can be tightened by subsequent cold drawing.
See Also: Conform process.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews