
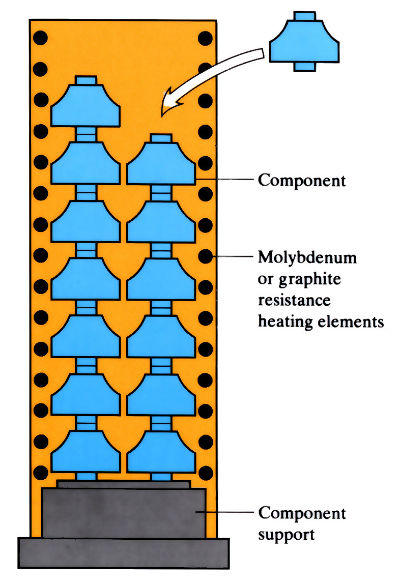
1. Load components into the furnace.
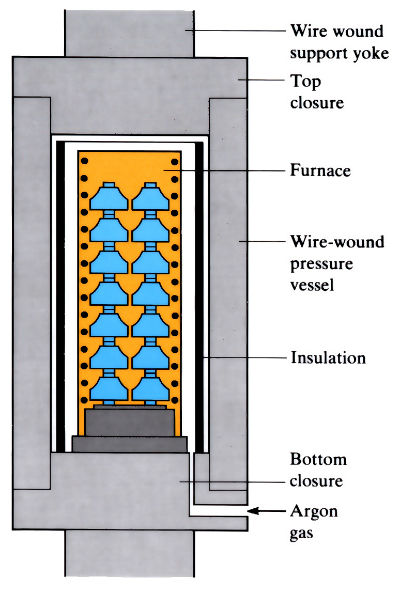
2. Load furnace into pressure vessel. Raise pressure and temperature simultaneously, and hold.
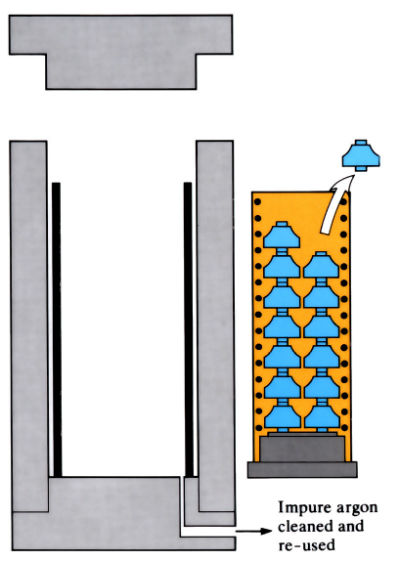
3. Cool, release gas (clean and recycle) and remove furnace from pressure vessel. Remove components from furnace.
Manufacture:
- Used to improve tensile, creep and fatigue properties of high quality sand, die and investment castings, and sintered components. Also used in “the structural rejuvenation” of creep-damaged turbine blades and in salvaging castings that have failed inspection due to excess porosity.
- Used mainly for aerospace components, due to high capital and operating costs of equipment.
- Component/batch size depends on furnace and press capacity; at present limited to approximately 1.5 m diameter x 2.5 m. Development of larger systems will make process economical for a wider range of components.
- Pressures vary from 50 to 200 MPa, and temperatures up to 2000˚C with control to ±15˚C possible.
- Temperature depends on material, but should be high enough to cause diffusion-bonding and low enough to avoid any undesirable structural changes. Typical examples are Ti-6Al-4V, 900˚C; Al-7.5Si-0.5Mg, 500˚C; Fe-16.5Cr-4.5Ni-4Cu, 1200˚C.
- Times at temperature vary with component size, material and pressure, but are of the order of 1–4 h.
- Pressurising medium is a high purity inert gas, usually argon, which is cleaned and re-used.
- Cooling is by means of internal heat exchangers and takes approximately 1 h from 1250˚C to removal temperature.
- Complete cycle times are of the order of 2–6 h.
- Typical aerospace applications are compressor casings, impellers, rotor hubs and turbine blades. Non-aerospace applications include pump impellers and prostheses.
Materials:
- Any material, but most suitable for materials which are difficult to cast without porosity (e.g. titanium alloys and stainless steel).
- Completely removed internal porosity but not surface-connected porosity.
- Process also homogenises castings and eliminates segregation.
- Produces slight improvements in tensile properties and significant improvement (1.5–8x) in fatigue life.
- Weldability may also be improved.
Design:
- Can be applied to any shape of component; size limited by equipment available.
- Closing up of internal porosity does not usually affect component dimensions.
See Also: Powder forging/hot pressing and Cold isostatic pressing.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews