
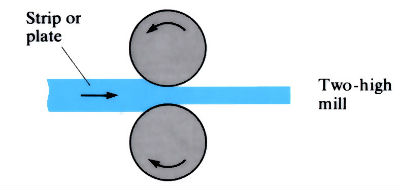
Flat sheet rolling
Long continuous lengths. Rolls may be reversed. Three-high mills also used. Roll gap altered on each pass.
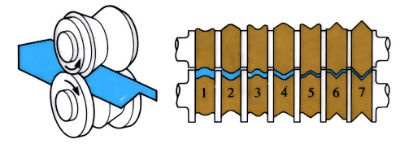
Shaped rolling (L-section)
Flat slab passed through a series of rolls with shaped grooves in them (1–7).
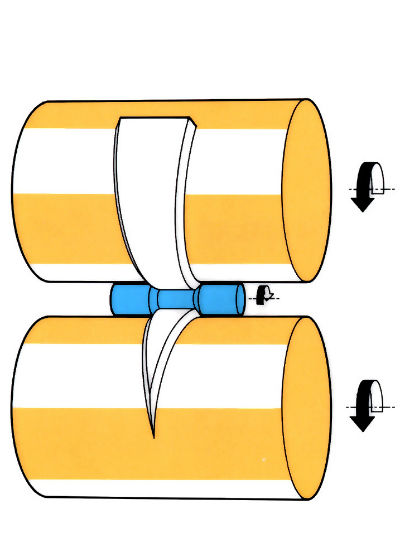
Transverse rolling – two types:
Cross rolling
Circular wedge tools used. Heated bar cropped to length fed in transversely between rolls. One revolution of rolls only.
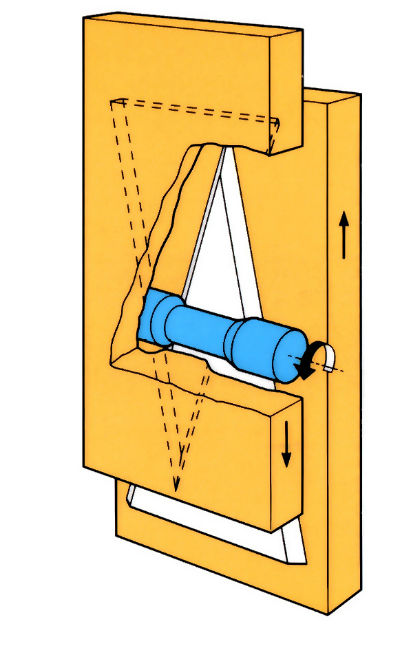
Flat die
Wedge tools are flat and dies are moved in one plane over each other.
Manufacture:
- The hot rolling of flat sheet is performed either on two-high or three-high reversing mills with roll diameters of 0.8–1.25 m. The thickness or gauge of the sheet can be varied by altering the gap between the rolls. Steel billets are rolled at temperatures of 1300 °C.
- Shaped rolling is used to produce shaped cross sections by passing the hot metal stock through a series of rotating sets of rolls with appropriately shaped grooves in the rolls.
- Transverse rolling differs from flat and shaped rolling in that the objective is to produce a component with a varied cross section. Other variations are called cross rolling (or wedge rolling), whereby a round billet is inserted transversely between rolls on to which are attached wedge-shaped tools. One revolution of the rolls deforms the billet into a shape such as “dog-bone” shape, for automotive transmission shafts of varying section and preforming bicycle pedal cranks.
Materials:
- Most metals and alloys can be hot rolled to a variety of shapes.
- The range of materials include the following:
carbon and alloy steels
stainless steels
aluminium alloys
copper alloys
titanium alloys
nickel-based alloys - With hot rolling it is easier to deform difficult-to-work metals than with cold rolling.
- Cast ingot structures, at heavy deformations and at temperatures where recrystallisation occurs, promote recrystallisation. Control of the sheet temperature can produce fine-grained structures.
Design:
- Shaped rolling can be used to produce a wide variety of useful-shaped sections in continuous lengths: this includes T, L and U sections, aerofoil sections for blades, and bars of round, hexagonal or oval section.
- Transverse rolling is mainly used to alter the section of the bar to produce preforms for finishing using closed die forging operations. Process can produce axially symmetrical parts such as stepped shafts with or without taper, and cluster gear blanks.
See Also: Hot forging, Hot extrusion and Conform process.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews