
Manufacture:
- Parts to be joined need not be cleaned, since the process relies on mechanical locking.
- Parts can be loaded manually, depending on design, numbers, orientation, volume of metal to be injected, etc. Fully automatic systems are more expensive and less versatile, since they are usually only economic for the high volume production of one particular assembly.
- The dies and tooling in an operating head can be changed in a few minutes, and complete operating heads for the production of entirely different assemblies can be fitted in approximately 10 min.
- The holding fixture for the components can be used as parts inspection fixture, since it locates the parts in the exact relationship required in the final assembly.
- Solidification time is in the order of milliseconds, and production rates, which depend on the method of loading, are typically 500 per hour, although up to 1200 per hour have been achieved.
- Scrap and rework are almost eliminated, and together with the lower tolerances of the parts and the saving in material can result in savings of up to 80%.
- Machines can be installed directly into a production line, require little floor space (usually less than 1 m2), have a low noise level and do not require skilled operators.
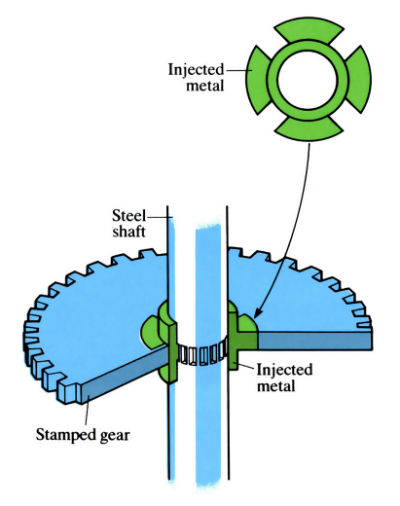
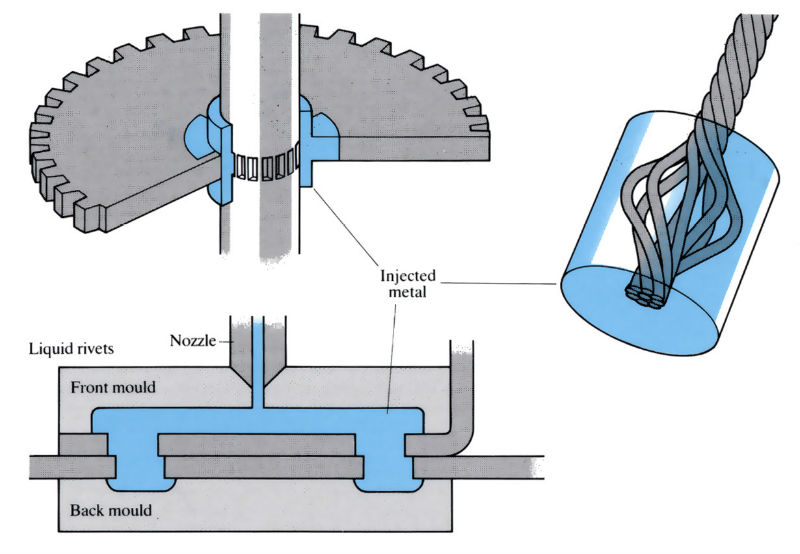
- A wide variety of components can be assembled, including cable ends, electric motor rotors, thin plates/laminations and cam/gear assemblies. Typical examples are shown below.
Materials:
Injection material
- Lead or zinc alloys, depending on the strength required in the assembly.
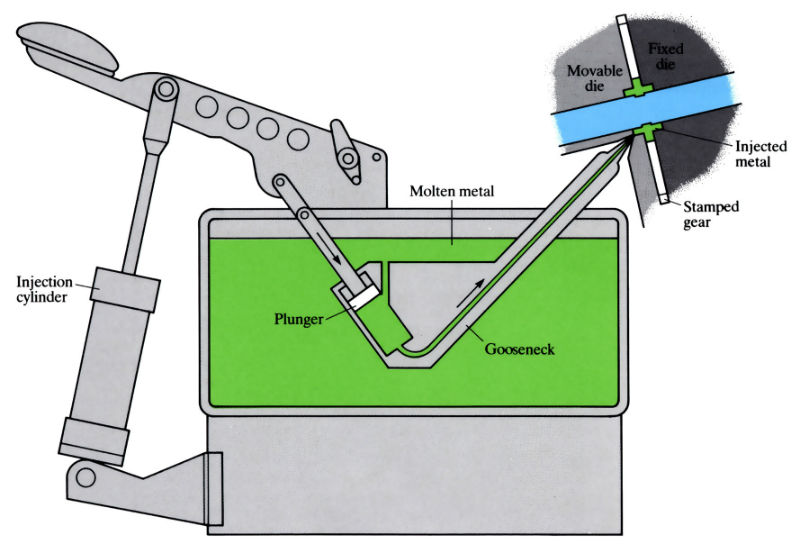
- Lead alloys are used where strength is relatively unimportant, such as in instrumentation, and are injected at approximately 370˚C.
- For stronger assemblies, hot chamber die casting alloys (such as Mazak 3 or 5) are used. These are injected at approximately 420˚C.
- Using zinc alloys, tensile strengths of up to 370 MPa are obtainable, making joints that are in many cases stronger than the original parts.
Component material
- Both similar and dissimilar materials can be joined with equal ease.
- Nearly all materials and combinations of materials can be joined, including metals, polymers, ceramics, paper and magnets. The rapid cooling by the mould and the low melting point of the metals combine to prevent thermal degradation of the parent materials.
Design:
- Although existing assemblies can usually be adapted for injected metal assembly, the inclusion of grooves, key-ways, knurling, etc., in the initial design stage usually results in stronger assemblies.
- Manufacturing tolerances of parts to be assembled can be eased considerably, since they are accurately located within a precision operating head fixture.
- Very fragile and intricate assemblies can be joined, since very little stress is produced at the cast metal-component interface.
- When joining shafts, the difference in diameter between shaft and hole should be at least 1.5 mm to enable the molten alloy to flow freely.
- Once assembled, components cannot be dismantled without destroying the metal joint and/or the parts themselves.
- Machines can accommodate any length of wire or shaft of parts up to 150 mm in diameter, but the size of parts to be joined is limited by the volume of metal which can be injected: at present this is approximately 10 cm3.
- Is also used as a temporary jigging aid for complex parts without orthogonal reference planes, e.g. turbine blades.
See Also: High pressure die casting, Brazing, Soldering, Fasteners, Adhesive bonding, Swaging, Magneform and Electron beam welding.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews