
Manufacture:
- An alternative to shell moulding, die casting and forging.
- Rubber, or epoxy, resin moulds used to produce patterns for small, delicate components, although dimensional accuracy and mould life are less than for the more expensive steel dies used in longer production runs.
- Economic production numbers vary widely, depending on component material, design and type of die. Production runs in the range of 50–10 million are not unusual.
- Due to high tooling, material and process costs, production is usually only viable when there is no suitable alternative (e.g. turbine blades in unforgeable alloys), or where an appreciable reduction in machining can be achieved (e.g. hip prostheses).
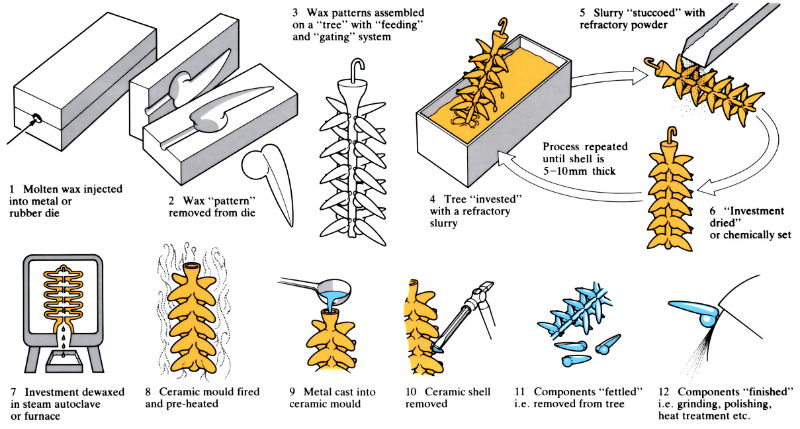
- Production rates depend on material and component design, but are usually slow due to the large number of stages involved. Automatic investment, drying and dewaxing stages can increase production rates.
- Water-soluble ceramics which can be stripped in less than 60 s can increase production rates, but are only suitable with alloys whose melting point is <1200˚C.
- For reactive alloys such as titanium, melting and casting can be done under vacuum.
- Machinable waxes are available for one-off prototypes, before expensive tooling is made.
- The “Mercast” process uses mercury, which is subsequently frozen, instead of wax to produce the pattern. Unlike the wax, the mercury is not lost on melting, and the process is capable of giving better surface finishes and accuracy of detail. However, there are health hazards associated with the process.
- The “block mould process” is often a more economical process for light castings. Moulds consist of several hundred small components, and are centrifugally cast.
Materials:
- Almost all metals and alloys can be investment cast, but the process is best suited to those materials that are difficult to die cast, forge or machine.
- Reactive materials may have to be vacuum melted and cast, and high melting point materials, such as titanium, use a carbon investment instead of the conventional refractory.
- Refractory investments vary depending on the material being cast, but are graded and chosen in order to minimise metal/mould reactions, to reduce cracking during firing and to give adequate mechanical strength.
- Low melting point materials (<1200˚C), which are used in conjunction with a water-soluble investment, have been specially developed to have mechanical properties comparable with those of the more conventional ferrous alloys. These low melting point materials are more costly, but give better surface finish and dimensional tolerance.
- All materials give rise to the characteristic defects associated with an as-cast structure, such as porosity, segregation, heterogeneous grain structure, etc.
- Porosity can be eliminated by HIPing where necessary, e.g. to improve fatigue properties of turbine blades and prostheses. Structural defects can be removed by heat treatment where necessary.
Design:
- Best suited to small, complex, 3D components ranging from a few grams to 5kg, although components up to 100 kg can be produced.
- Re-entrant angles are possible, but complex internal undercuts are only possible using a soluble ceramic investment, with low melting point materials.
- The minimum hole diameter is approximately 1.5 mm, with tolerances of the order of ±0.13 mm up to 25 mm. The depth/diameter ratio of blind holes should be <2, and that for through holes <5.
- One of the major advantages of the process is the as-cast surface finish, which depends on the material used for the investment and the component. Typical values are given below.
- Minimum wall thickness depends on flow distances and materials. Although wall thicknesses of 0.25 mm have been achieved, the accepted economic minimum is in the range 0.75–1.5 mm.
- Lowest production costs are achieved with tolerances of ±0.25 mm, and in the gated region tolerances should never be less than this.
- Linear tolerances depend on material, and component size and geometry. Typical values are as follows (for 100 mm diameter):
Ferrous materials ±0.9 mm
Non-ferrous materials ±0.4 mm - Straightness depends on component dimensions, but is of the order of ±1% of component length.
- Tolerance on internal and external radii is in the order of ±0.40 mm per 25 mm of radius.
- Accuracy of cast angles depends largely on component design, but is typically in the range ±0.5–1.0˚.
| Metal | Ra (µm) | |
| Investment cast | Machined | |
|
Aluminium alloys |
0.8 - 2.6 |
1.0 - 2.6 |
|
Copper alloys |
1.5 - 2.6 |
1.0 - 2.6 |
|
Stainless steels |
2.3 - 3.2 |
1.5 - 3.2 |
|
Cobalt-chrome alloys |
2.1 - 2.6 |
1.3 - 2.6 |
|
Carbon steels |
2.3 - 3.2 |
1.5 - 3.2 |
|
Low alloy steels |
2.5 - 3.8 |
1.5 - 3.2 |
See Also: Resin shell casting, CLA – Hitchiner process and Sand casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews