
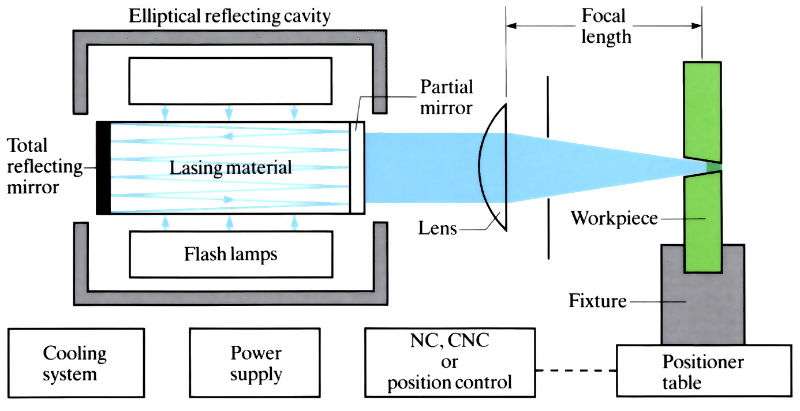
A high energy laser beam is focused onto the surface to be welded, by means of mirrors and lenses. The laser beam is coherent (waves in phase), monochromatic (single wavelength) and highly collimated (parallel beam). Output can be continuous or pulsed. Solid-state lasers pulse by turning the flashlamps on and off or by "Q-switching" (Nd-YAG), where an optical shutter opens and closes to give a pulsed output.
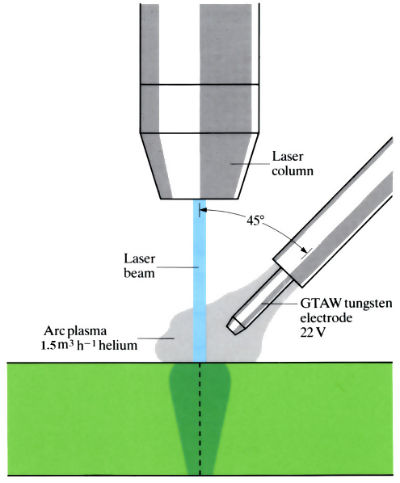
Laser and gas tungsten arc welding are combined in the "laser-GTA" welding process, which gives increased joint penetration and arc stability, particularly when welding copper and aluminium at high speeds. The GTA welding torch can be placed above or below the workpiece.
Laser and gas tungsten arc welding
Manufacture:
- An alternative to resistance, arc and electron beam welding for spot, butt and lap welding of sheet materials.
- Single pass, deep penetration welds are possible at 10–20x the speed of multi-pass arc welds, using less filler metal and less post-weld heat treatment.
- Most common lasers are Nd-YAG (neodymium-doped yttrium aluminium garnet) and CO2 (efficiencies 1–5% at 1 kW and 5–15% at 15–20 kW).
- Spot size adjustable to pre-heat and/or post-heat the weld area.
- Welding and cutting are possible using the same equipment by varying the production parameters.
- A central laser system can be directed to several workstations.
- Ideal for automation as no mechanical or electrical contact is needed between workpiece and laser beam. Five-axis, fully automated and programmable machines are available, enabling complex weldments. No vacuum required, so no vacuum interlocks.
- Sections to be joined must be closely and accurately positioned due to small spot size, hence fixturing of parts and control of beam movement is critical.
- Inert gas can be used to protect the weld bead root and the fused weld pool at the laser contact points.
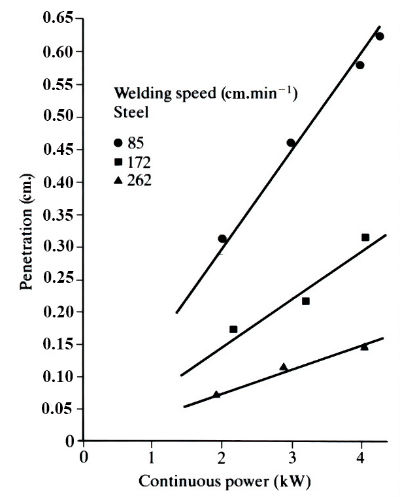
- Weld speeds depend on composition and material thickness, component complexity, and type and power of laser. Typical values for steel are 0.3 m min-1, 2 kW laser, 5 mm thickness and 2.7 m min-1, 5 kW laser, 3 mm thickness.
- Accurate control of welding speed is essential to control joint penetration, which depends on type and power of laser, and material.
- Low speed welding of thick materials can lead to interaction of laser beam, shielding gas and metal vapour to form a plasma which acts as a secondary heat source, giving reduced weld penetration and greater heat distortion. This can be overcome using special attachment for “plasma control”.
- Using the “laser-GTA” technique, welding speeds of up to 30 m min-1 have been reported for 3 mm Al sheet (600 W CO2 laser, 70 A GTA).
- Wide range of applications, particularly in the aerospace, electronics and nuclear industries.
Materials:
- A wide range of materials can be laser welded, but many have specific problems:
- Aluminium 1100: Welds well, no cracking
- Aluminium 2219: Welds with no cracks
- Cu-Zn brasses: Out gassing of zinc prevents good welds
- Beryllium copper: Alloys with higher percentages of alloying agents weld better due to lower reflectivity
- Copper: High reflectivity causes uneven welding. Materials less than 2.5 mm thick may be coated to enhance weldability
- Hastelloy-X: Requires high pulse rate to prevent hot-short cracking
- Kovar: Presence of phosphorous in electroless nickel plating causes weld cracks
- Monal: Good welds, good penetration
- Nickel: As Monal
- Steel-carbon: Low carbon – good welds. Brittle welds with >2% carbon
- Steel-stainless: 300 Series – welds well except 303 and 303 SE. 400 Series – brittle welds
- Titanium: Ductile welds, tend to oxidise easily
- Tungsten: Very brittle welds (needs high energy input due to high melting point)
- Low heat input gives less distortion and a smaller HAZ than conventional methods.
- Has been used successfully on “powder” components with porous structures which are difficult to weld using conventional methods.
Design:
- Depth/width ratios of 10/1 for butt welds and 3/1 for lap welds.
- Sheets from 0.1 to 20 mm can be butt welded in a single pass without the need for a filler.
- Since lasers can reach into awkward places more easily than conventional welding processes, designers have more freedom of choice when selecting weld locations. In some cases, complex finished products which fail final inspection can be repaired using laser welding techniques.
- Joint geometry affects the laser power absorption, and welds with sharp bevel-groove joint preparation are larger and more uniform than welds made with bead-on-plate or square-groove joint preparation.
- As with other welding processes, post-weld cleaning may be necessary depending on material, joint geometry and component use.
See Also: Electron beam welding, Gas shielded arc welding.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews