
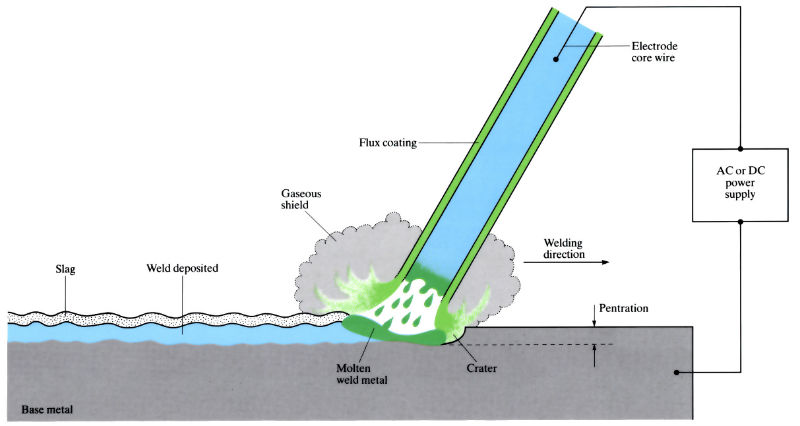
MMA welding (flux-coated electrode)
An electric arc is produced between a metal electrode, carrying a high current, and the workpiece to be joined. Under the intense heat of the arc temperature (2700–5500°C), a small area of the base metal is brought to the melting point. At the same time, the end of the electrode is melted and droplets of molten metal pass through the arc to the base metal. A flux coating on the electrode provides a gaseous shielding against oxidation.
Manufacture:
- Either alternating (a.c.) or direct (d.c.) current is used for MMA welding. When a.c. is used, the arc must re-ignite at each half-cycle, as the polarity is reversed. This causes some instability of the arc, which can be alleviated by the use of arc-stabilising agents in the flux coating. When d.c. is used, there is a choice of polarity – the positive pole of the arc is the hottest.
- Arc voltages are maintained between 14 and 45 V, with open-circuit voltages of 50–100 V. Power sources range from 30 to 500 Amps a.c. or d.c.
- Coated electrodes contain slag-forming ingredients (that produce a fluid coating over the weld as it cools) and gas-forming ingredients (that generate atmospheres of CO2, CO or H2 around the arc). Principal materials used in electrode coatings include:
- Carbonaceous material of the cellulose type (C6 H10 O5 ) n – produces a shielding gas (CO).
- Silica (SiO2) – combines with metallic oxides to form slag.
- Titanium oxide (TiO2) – to stabilise the arc.
- Calcium carbonate (CaCO3) – decomposes to form CaO, and hence a basic slag.
- Calcium fluoride (CaF2)– increases slag fluidity.
- Sodium oxide (Na2O) – acts as a coating binder and promotes slag fluidity.
- Ferro-silicon – acts as deoxidant.
- Iron powder – increases the rate of deposition.
- Sizes of welding machines are designated according to their output rating, which may range from 150 to 1000 Amps.
- Deposition rates in range 2–5 kg h-1.
Materials:
- Most engineering metals and alloys can be welded by the MMA welding process (very versatile process).
- In welding carbon and low alloy steels, the coated electrodes are usually of low carbon steel. For alloy steels prone to formation of hard and brittle martensite on cooling, low alloy steel electrodes are used. Also, these steels are prone to hydrogen embrittlement, and coatings must be free from hydrogen-forming cellulose. Instead, TiO2 and CaCO3 are added to the coating. Austenitic compositions (up to 25% chromium and 20% nickel) are also useful to prevent martensite formation.
- Cast irons are welded with nickel-rich or monel electrodes (Ni - Cu).
- Most non-ferrous metals and alloys are welded with electrodes of a composition similar to the metal being welded. Aluminium alloy electrodes are coated with fluxes consisting of mixtures of fluorides and chlorides to dissolve the aluminium oxide Al2O3 surface layer. The precipitation hardening Al-Mg-Si alloys are now welded by the TIG and MIG processes. Copper, copper-tin (bronzes) and copper-zinc (brasses) alloys have large coefficients of thermal conductivity, so require greater amounts of heat and need pre-heating before MMA welding (up to 250–450°C). Nickel alloys can be welded with pre-heated electrodes.
Design:
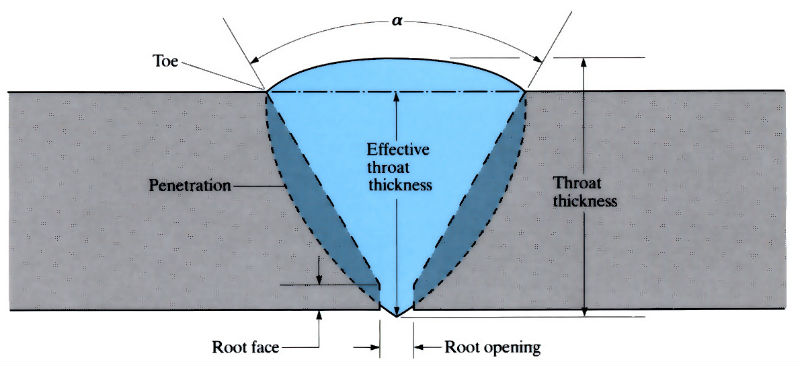
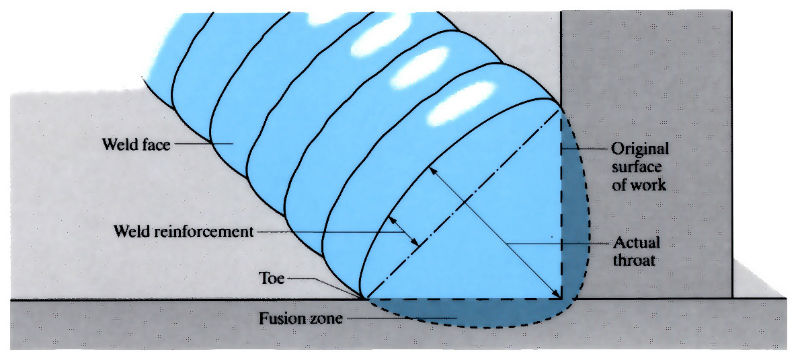
- There are five main types of welded joint: butt, corner (angle), edge, fillet (or tee) and lap joints.
- Square-ended butt joints can be made in metal thicknesses up to 5mm. Single “V” butt welds are made in metal plate, with thicknesses of 5–25 mm. The minimum included angle (α) is 60° with a root opening of 0–3mm and a root face of 0–3mm.
- Fillet welds are used to fill in a corner, and are the most common welds in structural work (T-joints).

See Also: Gas shielded arc welding (TIG/MIG/MAG), Plasma arc welding, Electron beam welding and Laser beam welding.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews