
Plasma arc welding
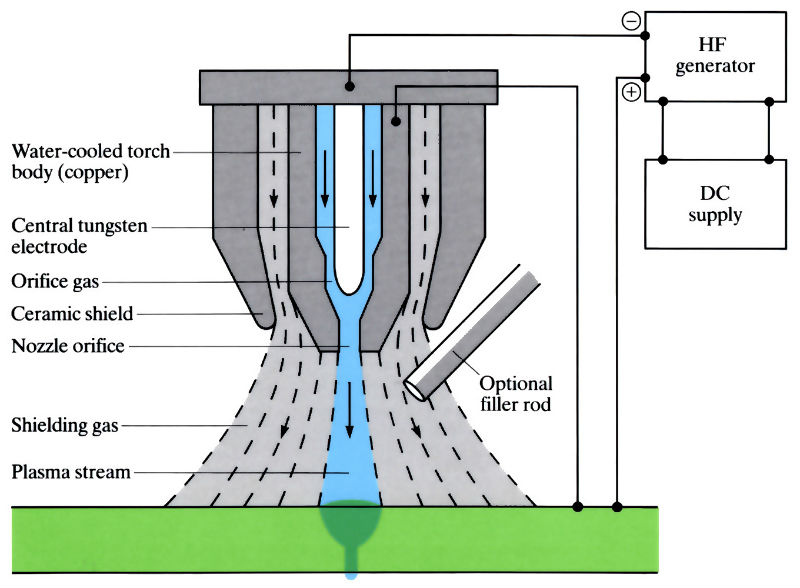
Process is very similar to TIG welding except that the arc is forced to pass through a constriction before reaching the workpiece. This is accomplished by surrounding the electrode with a nozzle that has a small orifice, and forcing the inert gas through this orifice. This produces a constricted jet of plasma up to 17,000°C.
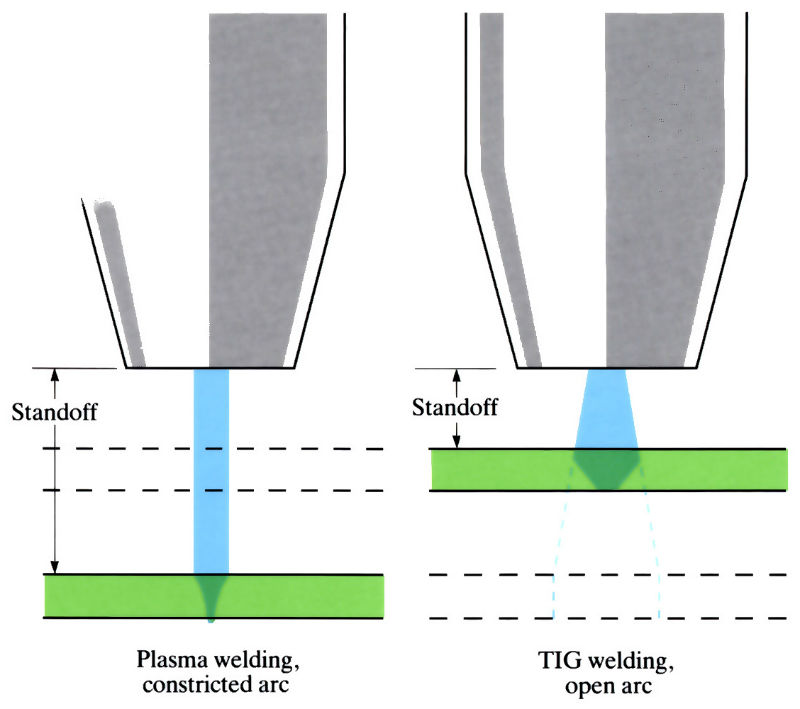
Comparison of TIG and plasma arcs
Plasma has a narrower weld, less HAZ, deeper penetration and lower current demand. Operator has greater flexibility, as stand-off distance with plasma has little effect on bead width.
Manufacture:
- Plasma arc welding is similar to TIG welding.
- An arc struck between a non-consumable tungsten electrode, and the workpiece, is constricted to form a high temperature (17,000˚C), high velocity, cylindrical and very narrow diameter plasma jet. The arc is constricted through a narrow orifice in a copper water-cooled nozzle. The plasma gas is argon, or mixtures of argon, and up to 20% hydrogen. An outer ceramic shield is used to direct another flow of argon gas around the plasma jet for shielding purposes.
- Power supply in the range 5–200 A d.c. rectified. If 5% hydrogen or more is used, then 100 V or more is required for arc ignition. For low current welding in the range 0.1–15 A, the power unit is 3 kW, 200–250 V. This is called micro-plasma or needle-plasma welding.
- Tungsten electrodes are 1.6, 2.4 and 3.2 mm in diameter, depending on application.
- Very pure argon is used for welding reactive metals such as titanium and zirconium. Argon or argon-hydrogen mixtures are used for stainless steel and nickel alloys, to increase weld speeds and to reduce oxide films.
- In “keyhole” plasma welding of thicknesses of 2.5–6.5 mm, a hole is formed in square-edged butt joints at the front edge of the molten pool. As the weld proceeds, surface tension causes the molten metal to flow up behind the hole to form the welding bead.
Materials:
- Stainless steel, nickel and nickel alloys, copper, titanium and other reactive metals can be plasma welded in sections ranging from foil to 3–4 mm thick.
- Aluminium alloys can be keyhole welded, using solid-state power switching circuitry, to reverse polarity during welding. Surface cleanliness is important. Wire feeders supply wire at rates of 25–250 cm min-1. Good weld properties are achieved.
- Titanium and zirconium can be welded up to sections 19 mm thick using high purity argon.
- Stainless steel and nickel alloys up to 19 mm thick are welded in argon/5–8% hydrogen mixture gases.
Design:
- Very thin sections can be welded by plasma keyhole welding.
- Minimal distortion occurs during keyhole welding of aluminium alloys (butt joints):
mismatch on 6 mm plate = 2 mm max.
root gap of 6 mm plate = 1 mm max. - Bead appearance is excellent.
- Low porosity welds achievable.
See Also: Gas shielded arc welding (TIG/MIG/MAG) and Manual metal arc welding (MMA).
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews