
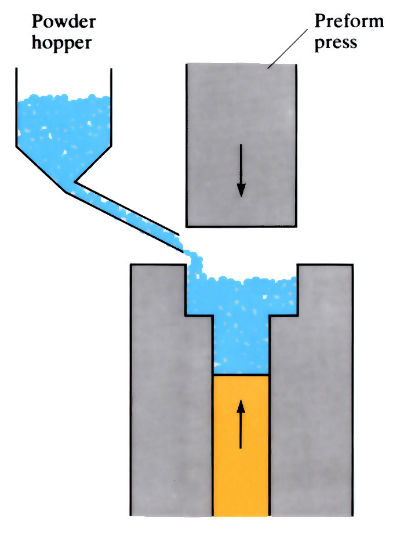
The powder forging process in diagram outline:
1. Pre-alloyed powders (180–325 µm) are accurately metered into die cavity (±2g) and compacted into preform shape to 80–85% density.
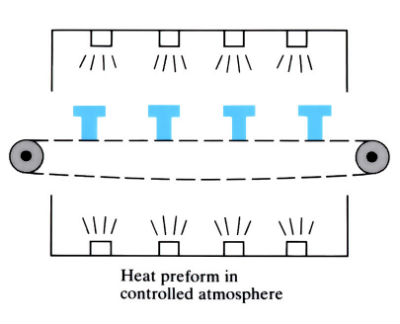
2. Preforms are heated to forging temperature in a controlled atmosphere (N2/10%H2) either in muffle/mesh belt furnace or an induction heater.
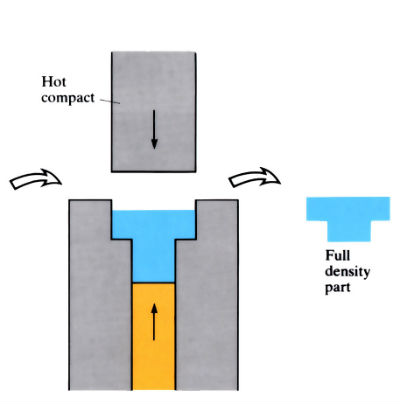
3. Hot preforms are quickly transferred to mechanical forging press (closed dies) and forged/pressed to 98–99.5% theoretical solid density.
Manufacture:
- Pre-alloyed atomised powders with low oxygen content and low non-metallic contents are preferred.
- Powder properties such as particular size range, apparent density and flow rate need to be closely controlled for consistency.
- Powder is accurately metered into the cold compaction dies (±2 g).
- Powder is cold compacted at 460–540 MPa to 80–85% density, into a close-to-form preform shape. Production rate is 100–300 components h-1, depending on size of component (0.25–9 kg).
- Preforms are heated in either mesh belt or induction heaters with a protective reducing atmosphere such as N2/10%H2 or endothermic gas, to the required forging temperature; pre-alloyed steel powder, 900–1000˚C; pre-alloyed aluminium powder, 400–450˚C.
- Hot preforms are quickly transferred, usually by mechanical transfer or robots, to a mechanical forging press and are forged (or hot pressed) to final shape. The porosity remaining after cold compaction is eliminated and final densities of 98–99.5% can be achieved.
- The components are either automatically ejected into a quench tank, or are slow cooled again in a protective atmosphere.
- Production rates are 300–600 components h-1.
- Production runs are typically 50,000–200,000 per month.
Materials:
- A wide range of materials can be powder forged, depending on the final properties required in the component.
- Components used for automatic transmission parts in automobiles are produced from pre-alloyed atomised steel powder with low oxygen and non-metallic contents.
- Automobile connecting rods are manufactured in Fe-0.4 carbon steel, which can be hardened and tempered to give mechanical properties as good as, or better than, wrought alloy.
- Other steel compositions include steels suitable for carburising or through-hardening applications, e.g. Fe-1.8Ni-0.45Mo-0.2Mn-0.35C with a tensile strength of 930 MPa and elongation of 13%.
- Pre-alloyed aluminium alloy powders include the following compositions:
Al-1Mg-0.6Si-0.25Cu
Al-4.5Cu-0.8Si-0.5Mg - A major advantage of powder forged materials is that all the mechanical properties are virtually isotropic, i.e. usually no differences in the longitudinal and transverse properties.
- Pre-alloyed powders are expensive. Alternatives include premixed powder and low-cost powders produced from machining swarf or chips.
Design:
- Correct preform design is critical to produce a sound powder forged product. Multi-level cold compaction can produce uneven densities in the preform, which might lead to surface cracking on hot repressing or forging.
- Gear teeth and splines can be forged to final shape, eliminating machining operations.
- Features such as undercuts cannot be forged.
- Typical “as-powder forged” dimensional tolerances are ±0.13 mm.
- Powder forgings have better surface finishes than those produced by conventional hot forging techniques.
- Less machining, finishing and minimal material wastage (close-die forging) lead to cost savings over conventional forging techniques, at high production volumes.
See Also: Hot isostatic pressing (HIP), Cold pressing and sintering of powders and Hot forging (closed die).
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews