
GFM rotary former
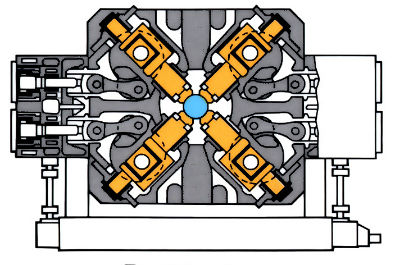
(Front elevation)
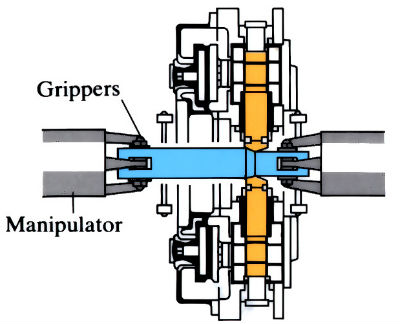
(Side elevation)
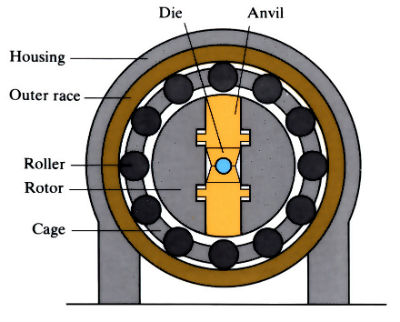
Rotary swaging
The workpiece is stationary, while the hammers rotate. Construction resembles a roller bearing. The anvils are free to move rapidly in a slot of the rotating shaft, and are thus hurled against the rollers which, in turn, knocks them back.
Manufacture:
- The GFM rotary forging machine consists of four rotatable adjustable housings in which eccentric shafts drive the forging hammers at speeds up to 210 strokes min-1.
- Two manipulators, one on either side of the machine, are used to hold the workpiece.
- The four-hammer system contains the workpiece on all sides, which eliminates the tensile stresses developed in conventional hot forging.
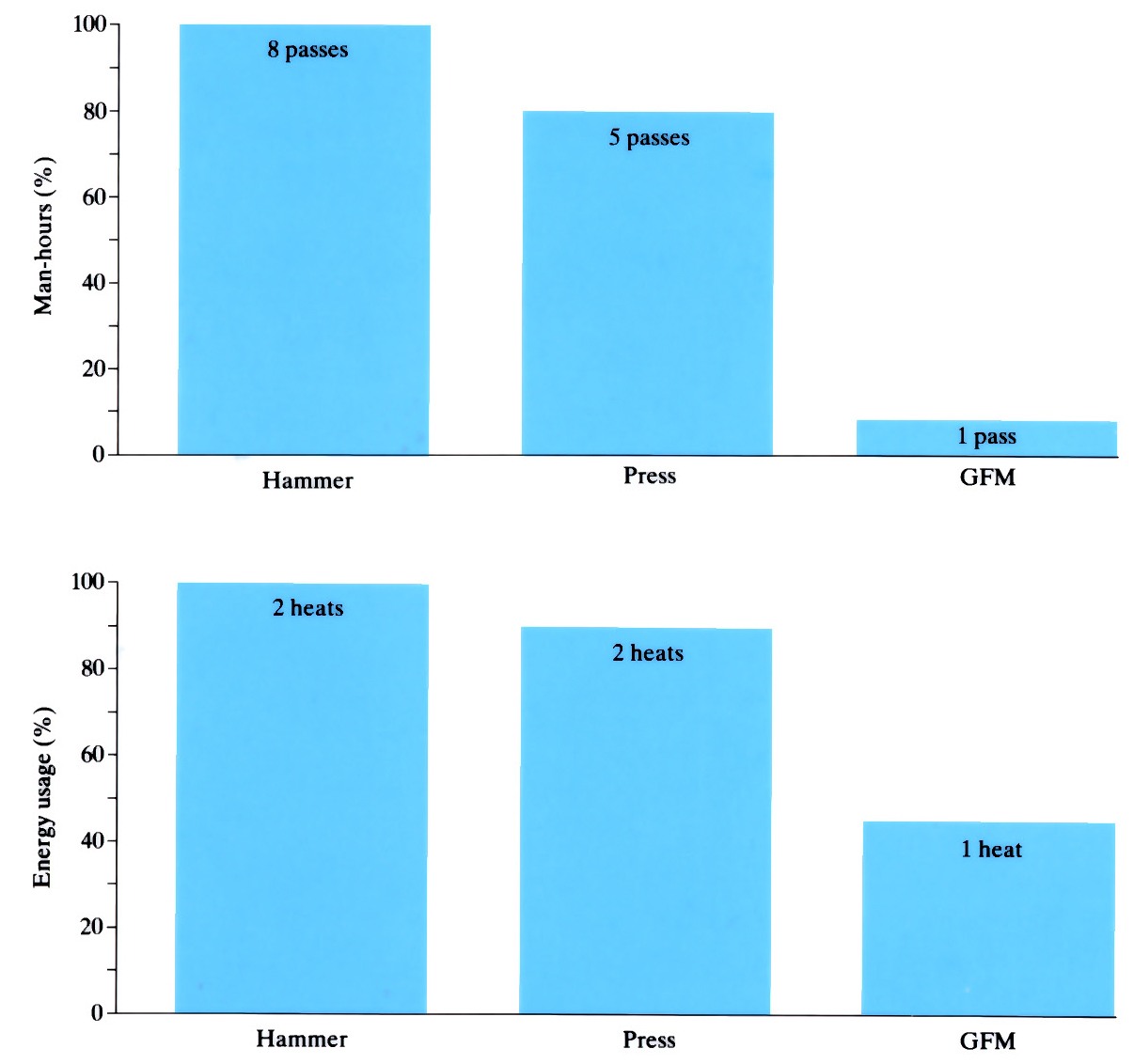
- The high rate of working leads to heat generation to compensate for radiation losses, so that multiple passes can be used to produce a forging in a single heat. This leads to substantial energy and labour savings compared with conventional forging.
Materials:
- Can rotary forge or swage most forgeable materials.
- Some “difficult-to-forge” materials by conventional techniques can be rotary forged or swaged because of the prevention of tensile forces that would normally cause tensile cracking on upset surfaces.
Design:
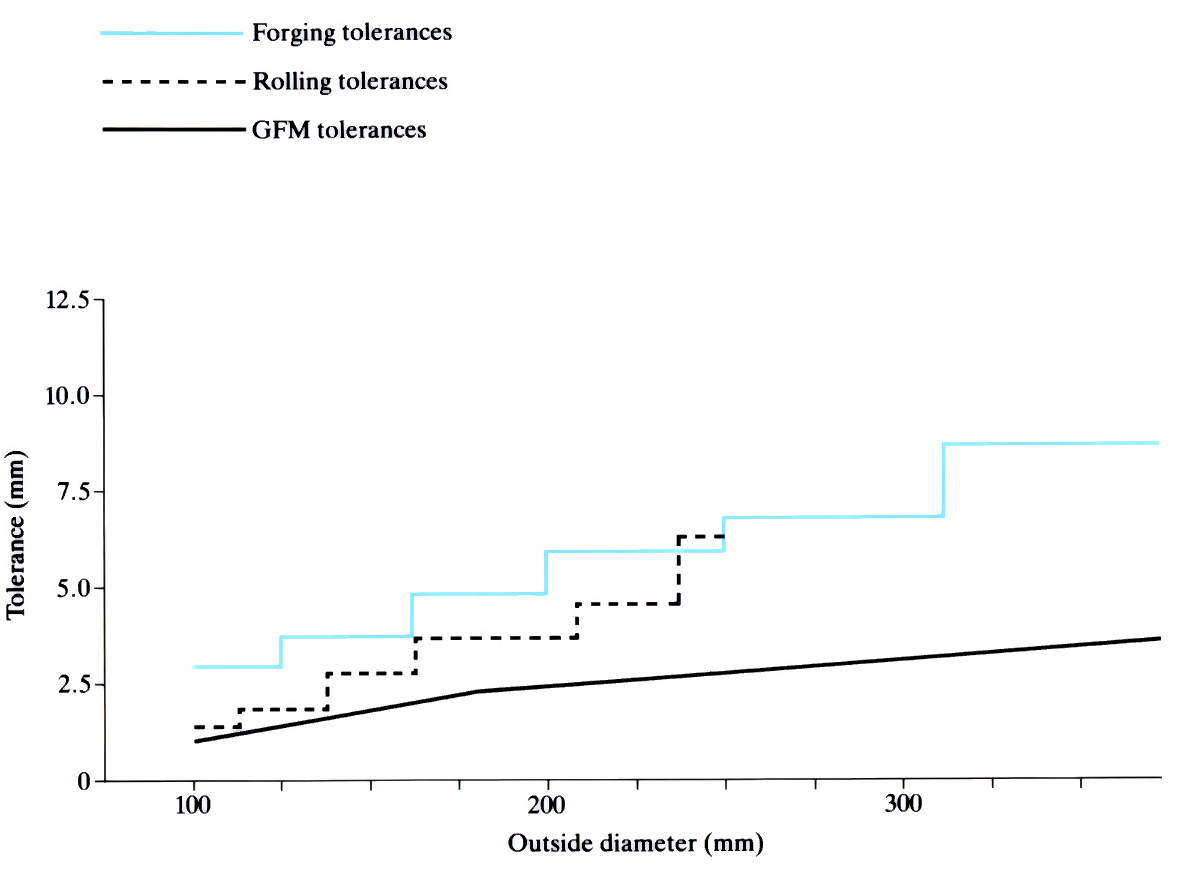
- The GFM rotary forging technique gives greater precision than conventional hot forging techniques, which in turn reduces machining allowances and costs.
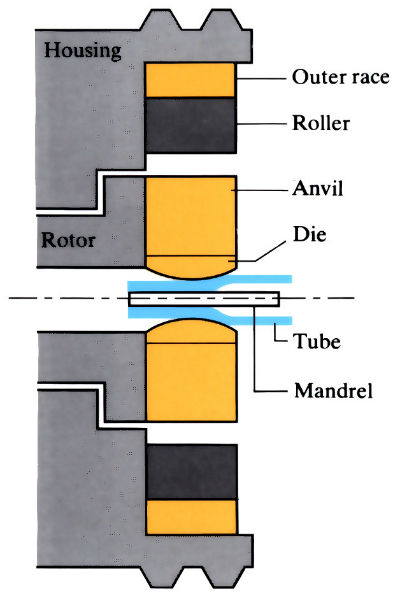
- Rotary swaging can produce exceptionally smooth surfaces to close tolerance.
- Tube can be drawn-out lengthwise, and the use of a mandrel can be employed to form internal contours inside the tube.
See Also: Hot extrusion, Conform process and Orbital forging.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews