
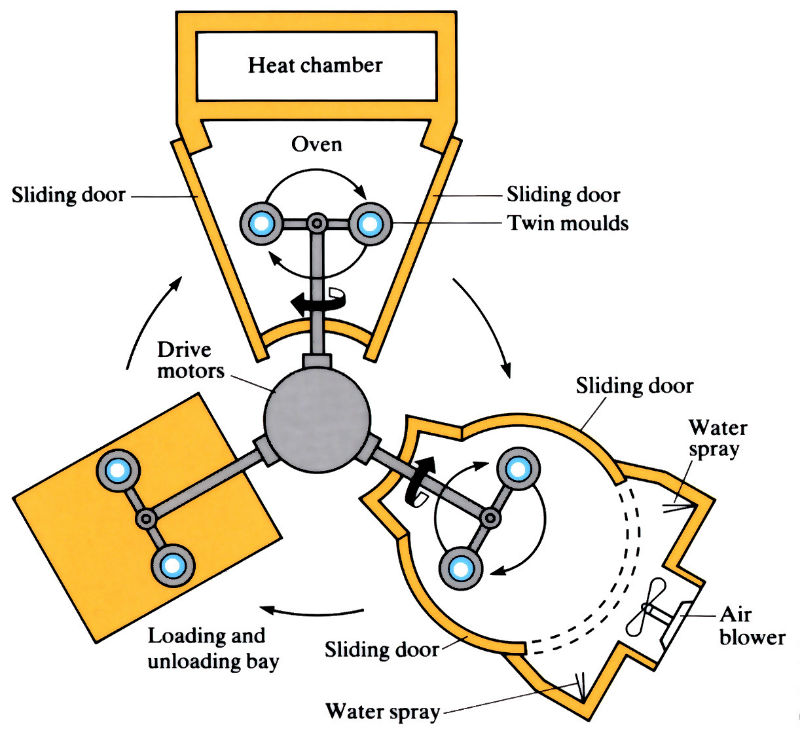
Equipment Arrangement:
Moulding Procedure:
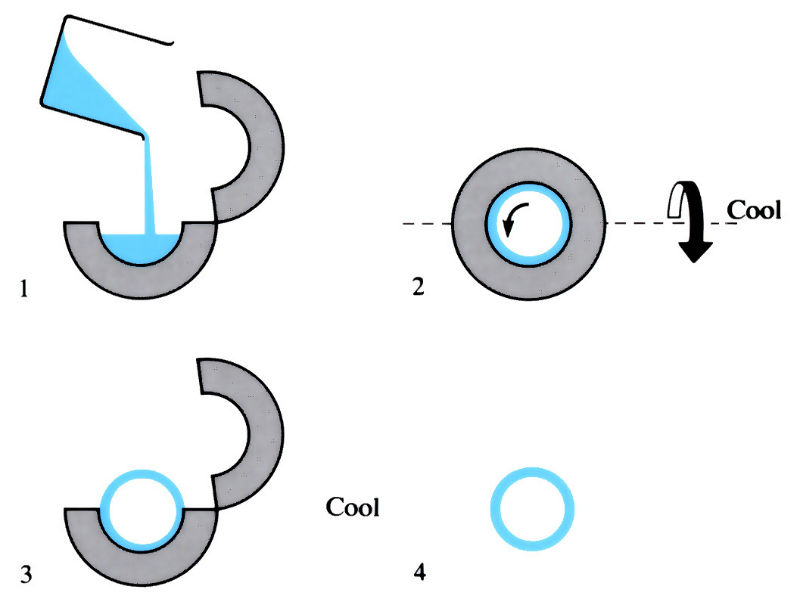
Rotational casting of PVC plastisols and powdered polymers, showing the sequence of operations from left to right.
- Add a measured amount of plastisol or powder to mould.
- Close mould. Rotate around two or more axes. Distribute plastisol or powder evenly on mould surface. Heat to fuse while rotating.
- Open mould.
- Remove product.
Manufacture:
- Moulds from a variety of materials:
- a. Steel moulds by conventional sheet metal process. Cheapest may be copper-coated for better surface detail.
- b. Aluminium moulds for better heat transfer characteristics, by conventional mould-making techniques, or from pore-free castings.
- c. Cu–Be moulds for higher accuracy and surface detail.
- d. For the best surface detail, electroformed nickel moulds are used.
- Mould release agents, such as soaps, waxes and baked-on silicone coatings, are used.
- Moulds are heated using hot air, direct flame or molten salts, or by circulating hot oil through a mould jacket:
- a. Hot air; slow, accurate temperature control.
- b. Direct flame; fast, poor temperature control.
- c. Molten salts; fast, accurate temperature control, expensive.
- d. Oil; fast, accurate temperature control, expensive, can be used “on-site”. Mould temperatures vary from 200 to 400°C with heating times from 5 to 30 min.
- Mould rotation is biaxial or “rock and roll”. The ratio of rotation speeds between the two axes, in biaxial rotation, is varied in accordance with production requirements.
- Large hollow moulds incorporate air vents to prevent contraction of the air inside on cooling, which would cause distortion of the moulding.
- Suitable for small to medium production runs, and can be used for prototypes during the development of injection or compression mouldings.
Materials:
- Plasticised polyvinyl chloride (PVC):
- a. The most versatile and easily moulded materials: used as a dispersion in liquid plasticiser, a “plastisol”. On melting, the plasticiser is taken up by the polymer and remains compatible when cooled to a solid. End product has a Tg well below that of unplasticised PVC.
- b. Available in a wide range of colours and grades from 40 to 100 shore A, giving mechanical properties at room temperature, ranging from soft and rubbery to hard and rigid, depending on plasticiser content. Physical and chemical properties also vary with the blend.
- c. Additives are used to improve resistance to environmental stress cracking, u.v. degradation etc., and fillers such as talc, French chalk and China clay are used to increase bulk and reduce costs, but these alter the mechanical, physical and chemical properties.
- Polyethylene:
- a. Low density (LD) polythene is used in the greatest tonnage in a variety of grades of powder from 300 to 1200 µm, 400 µm being typical.
- b. Powders are available in a wide range of shapes and colours and can contain additives such as blowing agents, antistatics and antioxidants.
- c. High density (HD) polythenes have similar moulding characteristics to LD, but have improved mechanical, physical and chemical properties in the finished product.
- Ethylene–vinyl acetate copolymer (EVA):
- Similar moulding properties to polythene, but greater flexibility and high impact resistance combined with improved weathering resistance.
- Nylon 11:
- Approximately four times the cost of polythene, but due to improved mechanical properties, mouldings can often be made with thinner walls. Mouldings have a high rigidity and surface hardness, and excellent resistance to chemical attack.
- Thermoplastic elastomers:
- Have many of the properties associated with rubbers, but still retain the advantages of thermoplastics. Have a high tensile strength, excellent abrasion resistance, high flexibility and good chemical resistance.
- Cellulose acetate butyrate (CAB):
- Rigid, high surface hardness, good impact resistance and weathering characteristics. Available in optically clear grades.
- Polycarbonate:
- Seldom used due to the high material cost and high capital cost of equipment. Requires inert gas mould injection during the moulding cycle. Available in optically clear grades.
- Polypropylene:
- Very limited use due to the poor melt flow characteristics and degradation. Grades are currently being developed which will be suitable for rotational moulding.
Design:
- Solid mouldings: the mould is filled with material, as with compression and injection moulding. Only produced in PVC, as it is the only material that has the same volume/weight ratio before and after the moulding process.
- Hollow mouldings come in three basic designs:
- Rigid components which may incorporate inserts for fixing.
- Flexible/inflatable components which may incorporate valves for inflation.
- Detailed components which have excellent surface detail, enabling effects such as simulated wood, stone and leather grain to be produced. Such mouldings are expensive, using electroformed moulds.
- Hollow mouldings should avoid sharply contoured concave sections, which lead to thin, weak areas. Tanks up to 10,000 litres have been produced.
- Flexible mouldings from 1 to 50 cm3 have been produced.
See Also: Injection moulding, Blow moulding, Compression moulding, Vacuum forming, Centrifugal casting and Full mould casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews