
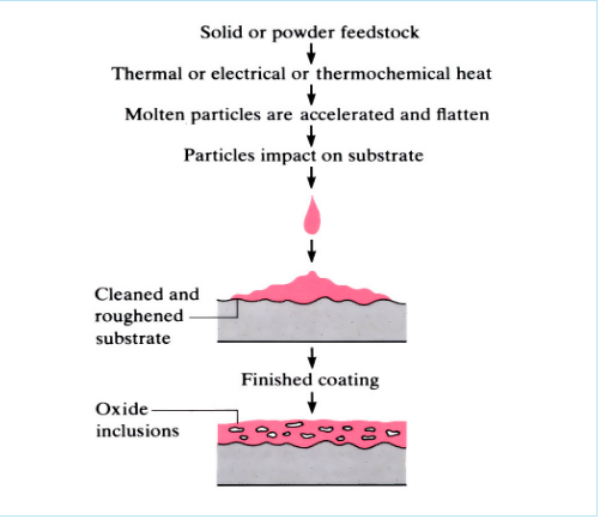
Thermal processes
Flame powder; flame wire; spray and fuse
Thermochemical process
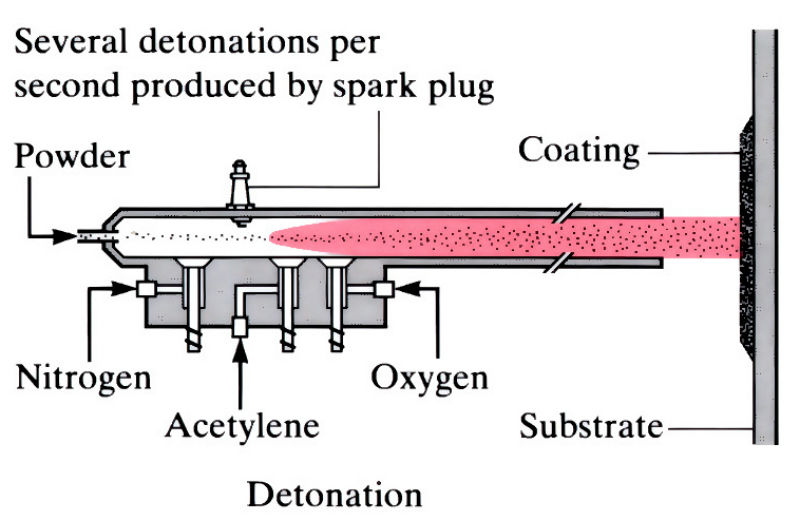
Detonation process
Electrical processes
Gas metal arc; gas tungsten arc; open arc; submerged arc; shielded metal arc; plasma spray; plasma-transferred arc
Manufacture:
- An alternative to electroplating, electroless plating and surface hardening processes, used for repair and maintenance of components and to provide wear-, heat- and corrosion-resistance.
- Production parameters depend on the process type, spray and component material, spray rate, coating thickness, etc., as shown below.
- The substrate (component) temperature depends on the method used, but cooling (using CO2 or air) is sometimes needed to prevent damage.
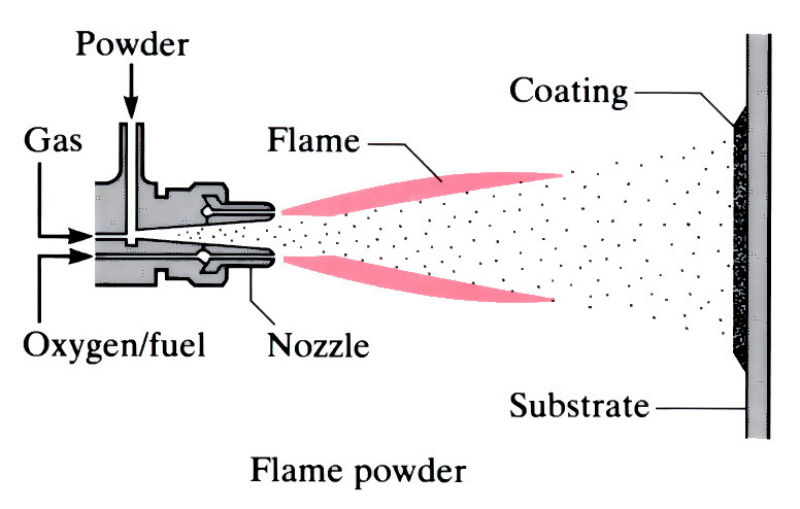
- Powder flame process is most widely used, despite high operating costs and poor coating properties, due to its low capital cost, low operating noise and low fume generation. Some materials cannot easily be produced in wire form and have to be used as powders.
- Wire flame process has a higher capital cost and similar coating properties to the flame process, but is limited to materials which can be formed into wire, rod or cord.
- Wire arc process has a moderate capital cost and produces high bond and coating strengths. It has the lowest operating costs, due to the direct conversion of electrical energy into molten material (1/5 of the energy of plasma arc and 1/9 of the energy of flame processes).
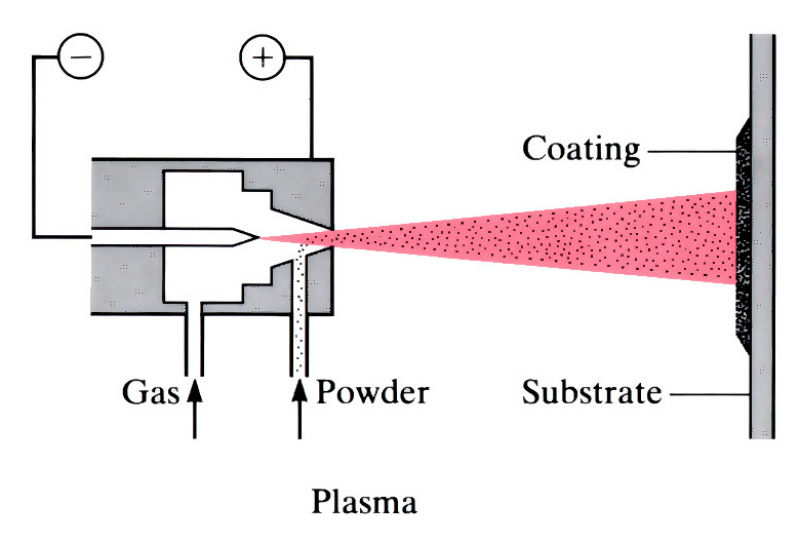
- Although plasma arc has a high capital cost and high operating cost, and requires complicated support services, it is the most versatile of the thermal spray processes, giving excellent coating properties with almost any material. The high operating temperatures necessitate special safety precautions.
- The detonation gun process is the most costly of all thermal spray processes, and is limited to a few materials. However, it produces the best coating properties. One of its main disadvantages is the loud noise, which means work has to be carried out in a soundproof enclosure.
|
Process |
Flame temperature (°C) |
Particle velocity (m s-1) |
Spray rate (kg h-1) |
Feed stock |
Fuel |
| Oxy/fuel | 2600–3100 | 90–100 | 0.1–15 | Powder, wire, rod or cord | Oxygen + propane or acetylene |
| Electric arc | 4000–8000 | 150–300 | 1–50 | Wire | Electricity |
| Plasma | up to 20,000 | 150–600 | 0.5–10 | Powder | Electricity + inert gas |
| Detonation gun | 3100 | 600–800 | 1–3 | Powder | Oxygen + acetylene |
Materials and Design:
- A wide range of metallic and non-metallic materials, depending on process used and properties required. Materials can be divided into six main groups.
- Copper–based alloys contain various amounts of tin, aluminium and zinc. Have a good combination of hardness and toughness, coupled with good low temperature corrosion resistance, thermal conductivity and machinability. Aluminium bronze is used for bearings and as a bond coat for other spray coatings. Brass is used to coat bushings and to repair castings.
- Iron–based alloys are most widely used since they combine versatility and cost. Pearlitic (soft and ductile), austenitic (work hardening) and martensitic (air hardening) alloys are used. These alloys find extensive use in rebuilding worn or incorrectly machined bearings, shafts and machine components (e.g. rolls).
- Nickel–based alloys are more heat- and corrosion-resistant than iron-based alloys. Wear resistance achieved by borides and carbides. Used as a coating on turbine blades and as an “undercoat” for ceramic coatings. “Low hardness” alloys can be machined with carbide tooling, but “high hardness” alloys need silicon carbide or diamond tooling.
- Cobalt–based alloys have better high temperature- and corrosion-resistance than iron- and nickel-based alloys. Wear resistance achieved by carbides. These alloys find wide use on valve and pump parts, packing gland sleeves, pistons and wear pads and slides.
- Carbides have higher wear-resistance than metallic materials. Toughness achieved by the matrix, which is often cobalt. Wear-resistance and high temperature corrosion-resistance determined mainly by type of carbide.
- Ceramic oxides have highest wear- and high temperature corrosion-resistance, and are thermal and electrical insulators. Their poor thermal shock resistance can be improved by alternating with layers of metal.
- Material type, properties and design capabilities depend largely on the process used. Typical examples are given below.
| Process | Consumable materials | Porosity (%) | Oxide level | Coating thickness (mm) | Surface finish |
| Oxy/fuel | Metals, composites | 5–15 | Usually high | 0.1–15 | Good |
| Electric arc | Metals, composites | 3–10 | Medium to low | 0.1–50+ | Good |
| Plasma arc | Metals, ceramics, composites | 0.5–10 | Medium to low | 0.05–1 | Fair to good |
| Detonation gun | Mainly oxide and carbide ceramics | 0.25–5 | Very low | 0.05–0.3 | Very good |
See Also: Electroplating and Electroless plating.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews