
Find out more about The Open University's Science courses and qualifications
Horizontal forging
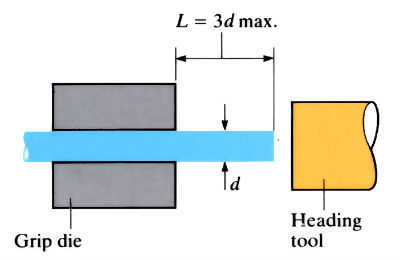
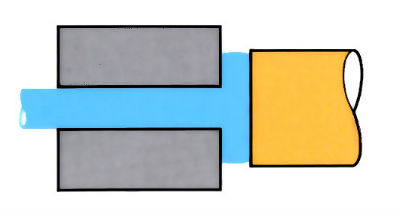
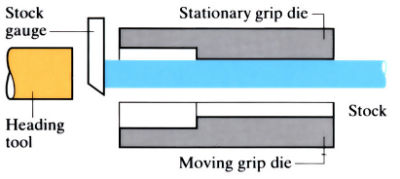
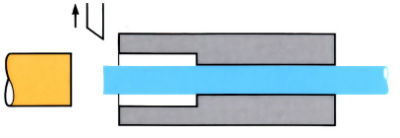
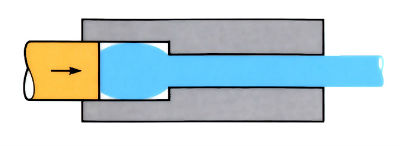
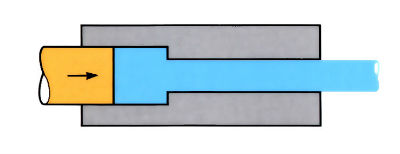
Horizontal forging machines increase the cross-sectional area of a portion of the bar. Forgings are produced while still attached to the ends of the bar stock. The length of bar to be headed or upset is heated independently of the machine. The bar is gripped and the moving die forges it to shape.
Electro-upsetting
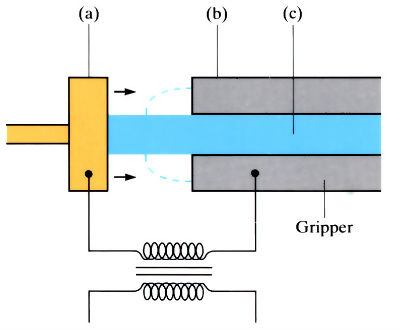
Electro-upsetters allow large amounts of metal to be gathered. Workpiece (c) is clamped between electrodes (b) and pressed against anvil electrode (a). An electric current is passed through the end of the bar, heating it by resistance heating between the electrodes. During the operation the hydraulic cylinder pushes the bar through the electrodes, causing it to upset.
Manufacture:
- Upset forging is usually done on horizontal forging machines. Components can also be upset forged on vertical presses such as hammers and screw presses.
- Process was originally developed for heading bolt heads, but has been widened to produce a wide variety of components such as flanged shafts and preforms for finish forging.
- For complex upset forgings a sequence of different-shaped dies may be necessary, the bar being placed in each die in turn until the forging process is complete. Very often the end of the bar has to be reheated if large heads are to be formed.
- Process tends to be slow and manual operation quickly causes fatigue.
Production rates 80–150 h-1. After each forging, the component is hot cropped off the end of the bar and is replaced in the slot heater or induction heater to reheat the end of the bar. Several bars might be reheating at once. - Machine sizes range from 75 tons (for 25 mm dia. bar) to 1250 tons (for 125 mm dia. bar).
- Electro-upsetters are more efficient in heating only the length of bar required, and can produce increased upset cross sections. Preforms may be finally forged on screw presses. Two electro-upsetters or an automatic upsetter might be required to match the screw press forging rate.
Materials:
- Most materials that can be hot forged can be upset forged. The exception is copper, which can not be electro-upset because of low electrical resistivity which leads to inadequate heating.
- Aluminium alloys are also difficult to electro-upset, especially those alloys with narrow freezing ranges (small solidus-liquidus temperature range).
- Electro-upsetters require bar stock with a smooth surface finish because the bars must slide between the electrodes and maintain good electrical contact (a maximum surface roughness of 0.02 mm is essential). Drawn or peeled bar is preferred. Steel black bar is unsuitable for electro-upsetting.
Design:
- The length (L) (shown in the first figure) of unsupported metal, which can be upset at one stroke without risk of serious buckling, must not be more than three times the diameter of the bar (d). In practice L is usually kept below 2.5d.
- Where the length (L) of unsupported metal is not greater than three times the diameter (d) of the bar, the maximum increase in cross section, obtainable at a single stroke, is 1.5 times the diameter of the bar (d). Again, in practice a lower figure of 1.4d is generally used.
- Longer lengths of upset than 3d can be formed, but require a recess in the heading tool. The recess will need to be tapered to allow ejection of the heading tool.
- Finished bolt head forgings can be produced in conjunction with final forging in closed dies on screw presses.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Study a free course
-
Discovering chemistry
Learn more to access more details of Discovering chemistryChemistry lies at the centre of our modern life, playing a part in areas as diverse as the development of new drugs and materials, analysing our environment through to more mundane activities such as washing your clothes and making your tea. But to truly understand the role chemistry plays you need to have a sound grasp of a number of ...

-
Basic science: understanding experiments
Learn more to access more details of Basic science: understanding experimentsThis free course, Basic science: understanding experiments, introduces you to science-based skills through simple and exciting physics, chemistry and biology experiments.

-
An introduction to design engineering
Learn more to access more details of An introduction to design engineeringThis free course, An introduction to design engineering, looks at the way in which engineers use ideas and approaches from the discipline of design thinking to inform their work. The complexity that people bring to design problems is introduced, along with some basic methods of dealing with such complexity.

Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews