

Manufacture:
Drilling
- Produces holes in solid material with drill that rotates as it is fed into a stationary workpiece.
- Most common drilling machines are shown, but there are others such as deep hole, multispindle and gang drilling machines. Drilling machines can also be used for other operations such as centre drilling, reaming, boring and spot-facing.
- Cutting speeds vary from 150 to 10,000 m min-1, but slow speeds are recommended for deep holes and hard materials.
- Feeds vary from 0.1–1 mm rev-1, but may be as low as 0.025 mm rev-1 for micro-drills. Feeds increase with hole diameter and decrease with hole depth.
- Most drilling is done with twist drills although there are many other types of drill, such as step, flat, subland, spade, flute, core, oil-hole and gun drills used for high production rates and/or special drilling purposes.
- Drill materials vary, the most common being high speed steel and cobalt high speed steel. For high production rates and special applications, the more expensive carbide- and diamond-impregnated drills are used. Surface treatments such as nitriding and PVD are often used to increase hardness and prolong life.
Milling
- Versatile, high production metal removal process whose use is second only to turning.
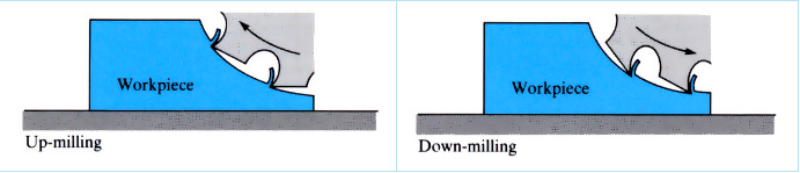
- Two types of milling: peripheral, in which the axis of the cutter is parallel to the surface being milled; and face (or slab) in which the axis of the cutter is usually at 90˚ to the surface being milled. Peripheral milling can be up-milling or down-milling, according to the type and condition of equipment, tool life, surface finish and machining parameters.
- A wide variety of vertical and horizontal machines that can also be used for thread cutting, boring and reaming, and are capable of taking workpieces up to 1 m square.
- Speeds vary from 15 to 300 m min-1 and are usually slow for soft materials.
- Feeds vary from 0.05 to 0.5 mm tooth-1 and are usually slow for hard materials.
- Depth of cut should be large for roughing, with feeds as great as the workpiece and machine will allow. Depth of cut is reduced for finishing, but should not be less than 0.25 mm.
- Cutters range from a few mm to over 200 mm in diameter and are usually made from high speed steels (M2, M7) or carbide-tipped (C6, C7), although for some special purposes they are made from plain carbon steel. Carbide tips are brazed or clamped into position, and are used for harder materials and/or higher production rates. They are more expensive to buy, and require a more rigid, powerful and faster machine, but have a longer life and 3–10 times the cutting speed of high speed steel.
Materials
Drilling
- Almost any material can be drilled, the only limitation being the hardness of the drill.
Drill material
Component material
High speed steel (M1, M7, M10) Most materials with Hv < 300 Cobalt high speed steel (T15, M33, M41-45) Hard steels, titanium and nickel-based alloys Carbide-tipped Hard steels, high volume production of cast iron and aluminium, reinforced plastics Solid carbide- and diamond-impregnated Very hard steels and composites containing glass, graphite, boron and Kevlar
Milling
- Materials are limited to those with a hardness less than the milling cutter, and should have the minimum ductility.
- Materials up to 320 Hv can be milled using high speed steel cutters, and up to 480 Hv using cemented carbide cutters.
- Non-metallic materials, including polymers and composites, can be milled provided they are not too soft or do not contain very hard second phases.
Design:
Drilling
- Drilled holes are usually clearance holes for fasteners or starting holes for tapping, reaming and boring.
- 0.15–150 mm holes can be drilled using twist drills, and down to 0.025 mm using flat drills. Two or more diameters can be produced simultaneously using step drills.
- Depths usually limited to 5x drill diameter using ordinary twist drills; deeper holes possible using high helix twist drills, oil drills and gun drills which can drill up to 6 m.
- “Location” and “oversize” determine accuracy of hole drilling, both largely depending on drill diameter and whether centre drilling and bushing are used. The smaller the drill, the greater the accuracy. For 6–18 mm drill diameters, location varies from ±0.05 to ±0.2 mm, oversize from 0.075 to 0.15 mm.
- Surface finish is typically 1.5–5 µm Ra, but can be as low as 0.5 µm Ra.
Milling
- Cutters are made in many shapes and sizes for generating flat, curved or irregular surfaces.
- Form cutters, made to the exact shape of the part to be produced used for large runs, can produce irregular-shaped components cheaper than any other method.
- Tolerances vary widely, but are typically ±0.05 mm.
- Surface roughness is typically 1–10 µm Ra, but can be as low as 0.2 µm Ra.
See Also: Single point cutting, Grinding, Creep feed grinding and Multipoint cutting (translational).
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews