
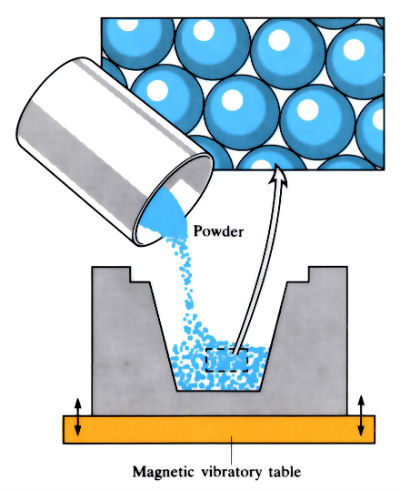
1. Loose powder filled into metal die which is magnetically vibrated.
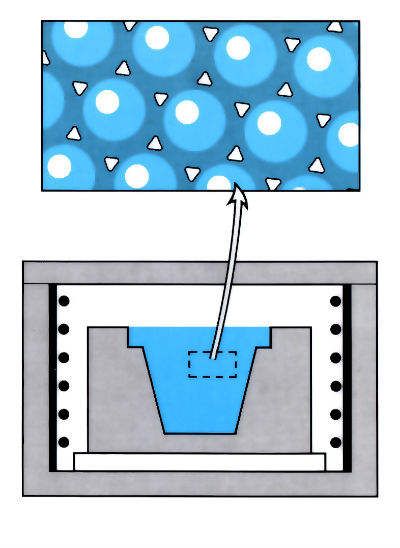
2. Powder and die are loose sintered in a furnace at sintering temperature.
Manufacture:
- Simplest method of shaping metal powders.
- Used for highly porous applications such as porous bronze bearings or stainless steel filters.
- No external forces other than the constraints of the mould wall, gravity and atmospheric pressure.
- Mainly spherical powders used, which are “poured” into vibrated metal moulds (sometimes graphite moulds are used). Mould material should withstand the sintering temperature and there should not be any welding of the powder to the mould.
- Loose filled powder and mould are sintered in a furnace. There should be no mould constraint to allow shrinkage to occur.
- Non-reducible oxides prevent sintering, therefore cannot loose sinter aluminium powders.
Materials:
- Mainly used for bronze and stainless steel pre-alloyed/atomised powders.
- Particle shape is usually spherical for filter applications and to close particle size range.
- Free-flowing particles required to enable die to be filled easily.
- Non-reducible oxides prevent sintering of materials such as aluminium powders.
- Range of materials:
copper
tin bronzes
austenitic stainless steels
Design:
- Simple shapes for ease of fill and to prevent mould restraint on shrinkage.
- Typical applications include filters and porous bearings.
- Filters require a high permeability, large percentage of controllable porosity and pore sizes. Depending on application, filters also require interconnected porosity, which is maximised by use of spherical powders.
See Also: Slip-casting, Cold pressing and sintering of powders, Hot isostatic pressing, Sand casting and Gravity die casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews