
- Surfaces to be bonded are cleaned if necessary. In some cases, light oil films can be left on.
- Two-part adhesives are accurately mixed and blended together.
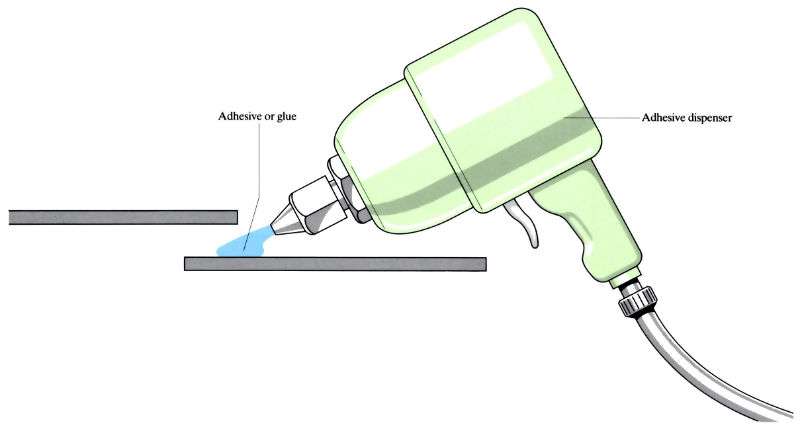
- Most adhesives are placed at the joint position using a dispenser.
- In some cases jigging is necessary, with the application of a clamping force.
- Most adhesives require heating in an oven for a certain curing time.
Manufacture:
- Pre-surface treatment – treatments include mechanical abrasion, or chemical/electrochemical treatments, to remove oxide layer, and degreasing using steam or solvents.
- Preparation and mixing of adhesive – many adhesives are stored at low temperatures and must be warmed to the correct temperature for application. If component mixing is required, proportions must be correct, and mixing thorough.
- Application of adhesive - adhesives applied as uniform films of the required thickness. Methods of application include dispenser brushing, spraying, roll-coating, knife coating, silk screen coating and melt coating.
- Assembly – coated surfaces are brought into contact and held in position, usually under pressure.
- Curing – most adhesives need to be cured to obtain full strength in the assembled joints. Temperatures can vary from 20˚C to 350˚C, and heating is usually done in ovens. Pressures vary from atmospheric to 2 MPa. Times vary from a few seconds to several hours.
Materials:
| Category | Representative types | Physical forms | Joint properties | Joint materials | Applications |
| Natural | Starch, dextrin, animal and fish glues, casein, rosin, shellac, Canada balsam and gums | Solvent dispersions, emulsions, pastes, solids and powder | Low strength, poor moisture resistance | Paper, cork, textiles, wood, some plastics | Industrial packaging and other rapid set assemblies |
| Elastomers | Natural and reclaim rubbers, acrylonitrile butadiene, polyurethane, polychloroprene silicone, butyl | Films, solvent dispersions and water emulsions | High peel strength and flexibility, but low shear strength and poor creep resistance; maximum service temperature range -100˚C to +100˚C, silicone up to 250˚C | Plastics, rubbers, fabrics and leather | Unstressed joints of light materials and flexible bonds |
| Two-polymer types | Phenolic-nitrile, phenolic-neoprene, phenolic-polyvinyl acetal and epoxide (modified) | Liquids, films and pastes | Generally higher strength over a broader temperature range than other types; good resistance to chemicals | Metals, ceramics, glass and thermosets | Structures subject to high stresses or heat and moisture; aero and automotive uses |
| “Super glues” | Cyanoacrylates | Low viscosity liquid | Brittle gluelines with metallic substrates. Thin gluelines, only -5˚C to 80˚C | Plastics, metals, fabrics, paper, rubber and “skin" | Small, light structures with smooth, non-porous, close-fitting surfaces which require rapid assembly |
| “Toughened adhesives” | Acrylic and epoxide (epoxy) | Liquids, pastes, films | High strength, toughness, can be used on surfaces which have thin oil films | Metals, glass ceramics, wood, concrete and thermosetting plastics | Structures subject to high stresses, heat and moisture |
| “Anaerobics” and “toughened anaerobics” | Polyester-acrylic resins | One component, solvent-less, low viscosity liquids or pastes | Only harden in the absence of O2; temperature range -50˚C to +150˚C | Metals, ceramics, glass and thermosets (may attack thermoplastics) | Can be used as “assembly” and structural adhesives over small areas |
Design:
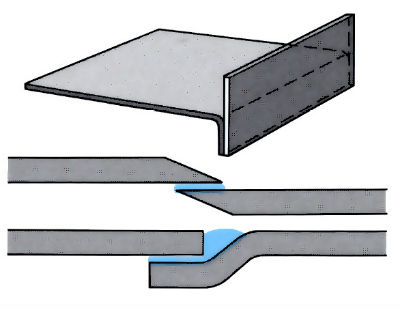
- Joint design depends on the ease of joint formation, the stiffness of the material, whether the material is homogeneous or laminated, and the strength requirement.
- Stresses in adhesive bonds are usually a combination of two or more different types.
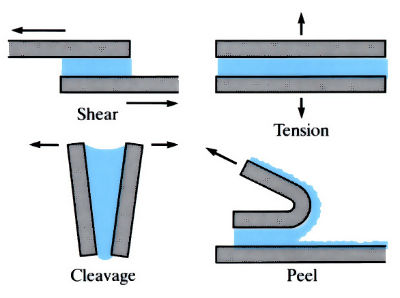
- Wherever possible, joints should be designed to transmit most of the load in shear. Cleavage and peel stresses should be avoided whenever possible.
- Examples of good joint design:
- Thickness of glueline affects the strength, depending on the type of adhesive and the joint design. For lap joints using thermosetting adhesives, the highest strengths are obtained with glue lines 0.02–0.1 mm thick.
See Also: Fasteners, Brazing and Soldering.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews
Dear Owain,
Thanks for contacting us.
I've sent your feedback over to our editorial team.
We really value feedback from our learners and aim to improve our materials where we can to increase our user's satisfaction with our content.
As a small team, we will add your feedback to our backlog and review it.
Thank you again for flagging this content,
OpenLearn team