
Brazing collar onto tube
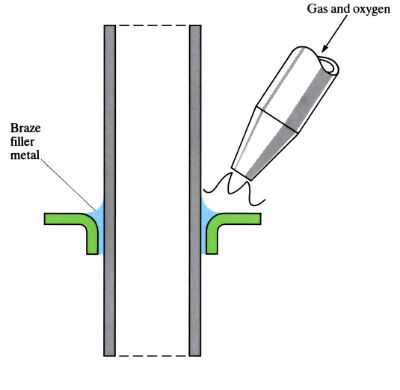
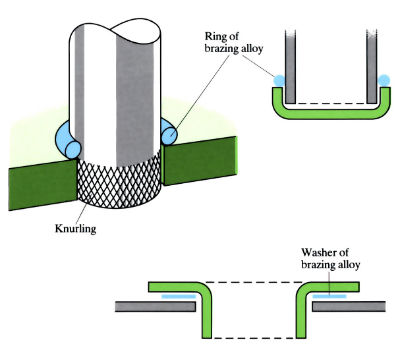
Methods of pre-placing the brazing alloy for furnace or induction brazing
- Surfaces to be joined are degreased, abrasive grit blasted and pickled.
- Components are assembled or jigged, very often with a ring of braze metal charge placed in position.
- Components are heated by torch, in a conveyor furnace or by induction, to required temperature. Joint is filled by capillary action.
Manufacture:
- Surface preparation as soldered joints (see L02).
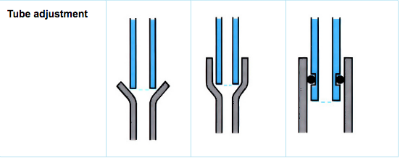
- Assembly/jigging: Jigs restrain thermal expansion, absorb heat, deteriorate and are expensive. If possible joints should be self-locating. Jigs should be easy to load, have minimum contact with parts, have a low thermal mass, keep alignment, and be heat resistant. During assembly/jigging flux is positioned as a paste, and brazing material as a “shaped preform” of wire, or foil, or as a paste.
- Heating:
- torch – most common hand-held or fixed heating method
- induction – mainly for ferrous parts
- furnace – batch or continuous. Can be done under Ar, N2, H2, cracked NH3, or vacuum with no flux
- resistance – heating is local, and electrodes can act as jigs
- dip (salt bath) – assembly is immersed in molten flux.
- Finishing – flux or excessive braze material is removed before inspection.
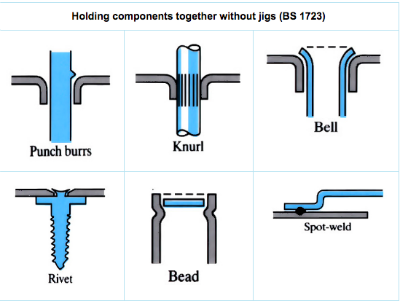
Holding components together without jigs (BS 1723)
Materials:
- Selection of brazing material depends on the parent metal, operating temperature, economics and the fit of the joints.
- Brazing alloys available as wire, foil, powder, clad sheet, deposited coatings, paste and specially-prepared preforms.
Alloy |
Forms |
Joint gap (mm) |
Braze temp. (˚C) |
Properties and uses |
| Ni Cr P | Powder, paste | 0 - 0.1 | 960 | Fills tight joints. Little alloying with parent material |
|
Ni Cr Si B Fe |
Powder, paste | 0.03 - 0.3 | 1040 | High strength joints in heavy steel sections |
| Cu Zn | Powder, paste, wire, shim | 0 - 0.1 | ≤1120 | Fills tight joints |
| Cu Ni Si | Powder, paste, wire shim | 0.03 - 0.2 | 1100 | Good gap-filling. Used for tungsten carbide-steel joints |
| Ag Cu | Powder, paste, wire, shim | 0.03 - 0.2 | 820 | Used on thermionic equipment |
| Au Ni | Powder, paste, wire, shim | 0.03 - 0.2 | 980 | Good oxidation resistance at high temperature |
| Ag Cu Pd | Powder, paste, wire, shim | 0.03 - 0.2 | 850 | Good resistance to crevice corrosion |
- Alloying often occurs between the brazing material and the parent metal(s). The finished joint may be a new, higher strength alloy.
- Fluxes increase the wettability of the joint surfaces by dissolving oxide. Flux is active at ±50˚C, around the melting temperature of the brazing material.
Type of flux |
Applications |
| Borax and fluoro-borate | General use above 750˚C except with refractory oxides |
| Fluoride | General use below 750˚C except with refractory oxide |
| Alkali-halide | All processes involving the brazing of aluminium and aluminium-based alloys, with Zn, Cd or Al-Si systems |
| Fluorine/boron compounds | 600 - 1000˚C particularly with refractory oxides |
Design:
- Joint clearance is critical, depending on brazing materials, surface condition, degree of alloying and length of joint.
- Recommended joint clearances vary from interference fit to 0.6 mm.
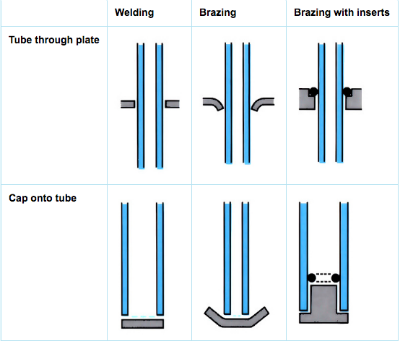
- Lap joints are preferred to butt joints wherever possible. Strength and reliability depends on metal penetration by capillary attraction, rather than on external fillets as in welding. Consequently, joint design for brazing differs from that for welding, and large fillets are avoided except when brazing aluminium alloys, which are half fillet and half lap with wider joint gaps.
- Joint design depends on how brazing material is applied.
See Also: Adhesive bonding, Soldering and Fasteners
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews