
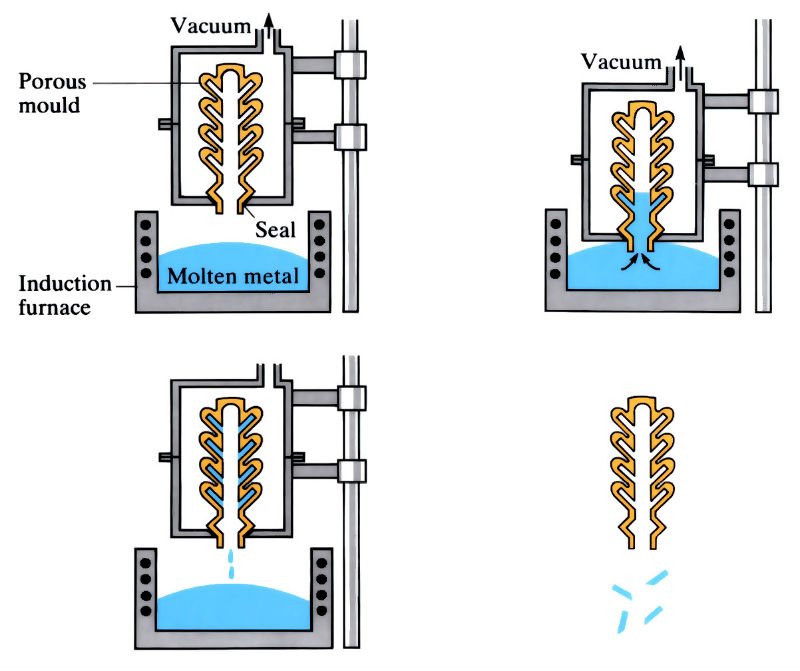
Chandler-Lamb Air (CLA) – Hitchiner Process
Investment pattern is made in the usual manner. This is placed in a portable vacuum chamber, with its open end at the bottom. This is lowered into the induction melted metal. Vacuum is applied, and metal is transferred uphill, into the mould.
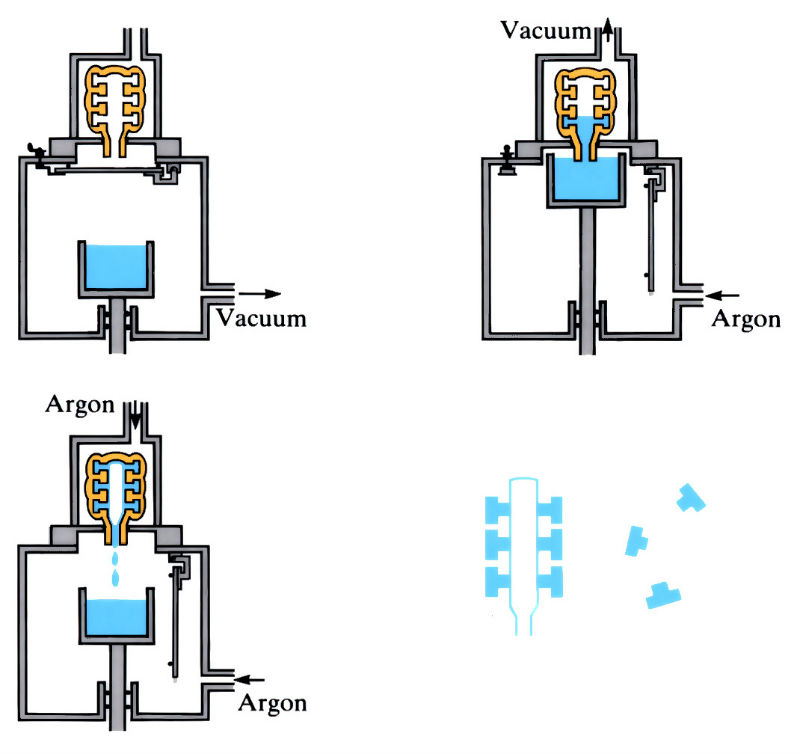
Chandler-Lamb Vacuum (CLV) – Hitchiner Process
Similar to CLA process, except that a double vacuum chamber is used, for which it is difficult to balance the control of pressures. Argon is allowed into the bottom melt chamber and the valve to the top chamber is opened.
Manufacture:
- CLA and CLV processes overcome many of the disadvantages of the conventional investment casting process.
- The open end of a refractory investment mould is positioned, and sealed, into a hole in the base of a portable vacuum chamber. The open end is then submerged below the surface of a crucible of molten metal, held in an inductive field. Induction melting produces a convex meniscus that concentrates any melt impurities at the crucible walls. This means only “good” metal is being sucked up by the investment mould.
- A vacuum is applied in the split chamber, which causes the molten metal to transfer into the mould uphill. Again this stops oxides and metal splash getting into gravity-fed moulds, giving a sounder casting. One row of castings is fed at a time, in a controlled non-splash fashion.
- The vacuum level, and the time to reach that level, can be preset to achieve optimum results. The vacuum is held until the castings solidify.
- On release of the vacuum, most of the excess gating molten metal returns to the melt. This results in yields of 100% more than in investment casting.
- The refractory mould is water-blasted from the castings.
- Highly automated process.
- Reduces energy costs by 50%.
- Can use lower casting temperatures.
Materials:
- CLA process has been applied to several alloy systems, these include:
aluminium-based alloys
nickel-based alloys
stainless steels
cobalt-based alloy for surgical implants. - The CLV process is used for vacuum cast alloys, to reduce contamination by reactive elements such as nickel-, cobalt- and titanium-based alloys.
Design:
- Gates (6–12 mm in length) are removed at a rate of 600 per hour to an accuracy of ±0.012 mm.
- Thin wall castings can be produced (0.28–0.9 mm).
- Increased number of parts per sprue, e.g. one component increased from 24 pieces up to 60 pieces per sprue.
See Also: Investment casting, Low pressure sand casting and Vertical high pressure die casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews