
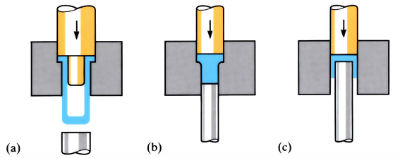
Forward extrusion
Various methods of forward extrusion, in which metal is forced to flow in the same direction as the punch. The punch closely fits the die cavity to prevent backward flow of the material.
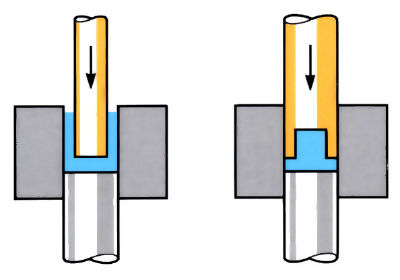
Backward extrusion
In backward extrusion, metal is forced to flow in a direction opposite to the punch movement. Metal can also be forced to flow into recesses in the punch, as seen below.
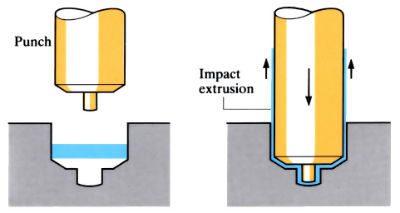
The impact extrusion of collapsible tubes (e.g. toothpaste tubes):
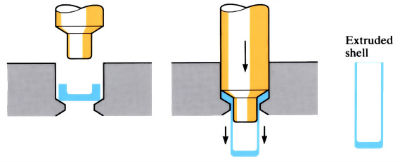
Impact extrusion by the Hooker process:
Manufacture:
- Cold forging or extrusion is carried out at temperature below 0.25Tm.
- Cold forging uses totally enclosed dies with no flash formation. This requires very careful control of the billet weight to within ±1%.
- Billets are either sawn or cropped to length.
- Cropped billets might require coining to eliminate crop and distortion.
- Before cold forging, billets have to be in their softest condition (fully annealed) and lubricated to prevent galling of the dies.
- Semi-continuous mesh belt furnaces with controlled atmospheres are used to anneal mild steel billets fully at 880–950˚C for 1 h for each 25 mm dia. section.
- Phosphate/soap lubricants are used for cold forging steel components.
- High forging loads are required for cold forging; up to 2200 MPa required for steel loads can be determined from a series of nomograms for most sizes and materials.
- Crank, hydraulic or multiram presses are used for cold forging and extrusion. Fast process: 600–1800 parts h-1.
- Impact extrusion and the Hooker process use a high velocity impact of the top punch to either backward or forward extrude soft metals such as tin, lead or aluminium into collapsible cans, canisters for food or electric-torch cases.
Materials:
- Not all materials can be cold formed. Those that can tend to be the soft metals.
- Lead, tin and aluminium are used for impact extrusion of collapsible tubes, and canisters are produced by the Hooker process.
- Brass is used for the production of shell and cartridge cases.
- Aluminium and its alloys can be successfully cold forged and extruded into soft drinks containers and tubes for ointments.
- By far the biggest volume material is low carbon mild steel (<0.2 wt% C) which is used to produce a wide range of components, mainly in the automotive and bicycle component industries.
- Mild steel has to be annealed before cold forging and at interstage processes.
- Cold forging causes strain hardening in the materials, resulting in increases of 30–120% in tensile strength and 100–300% in yield strength values. There is a corresponding decrease in tensile ductility and impact properties.
Design:
- The main advantage of the cold forming processes is that components can be formed close to final dimension and to close tolerance. Also, shapes such as gears and splines can be formed to final shape without the need for final machining.
- Waste is minimal, and lower-cost materials can be utilised due to work hardening of the materials.
- High tooling costs and high capital expenditure require high volume production: e.g. <0.5 kg components, 30,000 year-1 (min.); 0.5–1.0kg, 15,000 year-1 (min.).
- Tolerances:
- diameter 0.1–0.2 mm
- length 0.6–3 mm
- flange thickness 0.2–0.4 mm
- Shape limitations
- lumpy shapes
- eccentric and asymmetric shapes
- sharp edges
- undercuts too deep, steep or narrow holes too thin or too deep
- Surface finish is 0.25–1.5 µm Ra.
See Also: Warm forging, hot forging (closed die), Cold pressing and sintering of powders and Hot extrusion.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews