
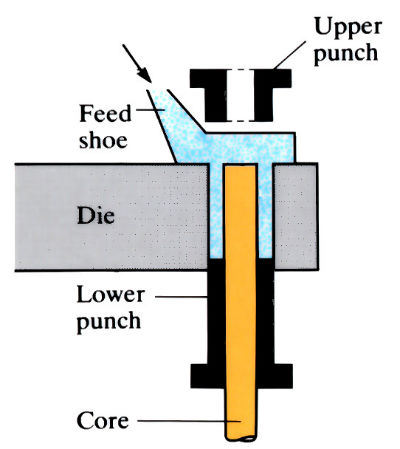
Sequence of operations for production of a cylindrical bearing:
1. Powder fill
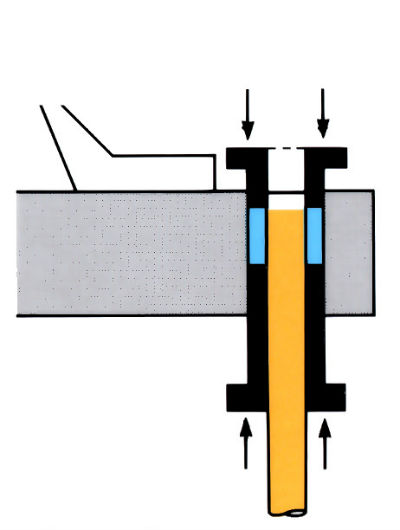
2. Compaction
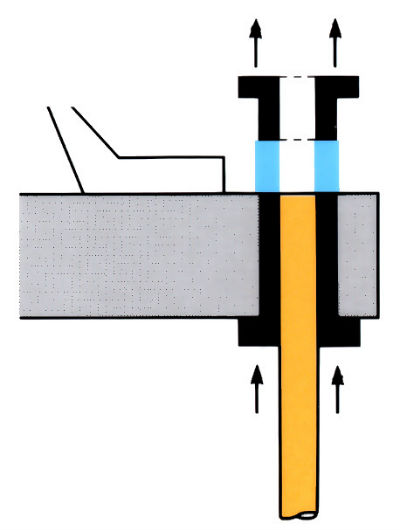
3. Ejection
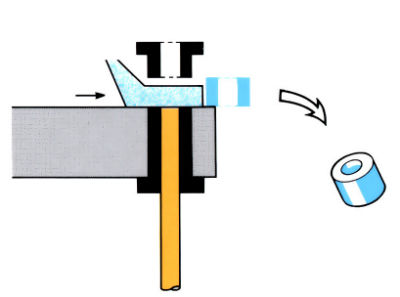
4. Powder fill/remove component
Sintering operation:

Manufacture:
- Premixed powders are blended, e.g. additions of graphite and 0.75% solid zinc stearate lubricant to steel.
- Cold compaction die cavities are hopper-fed, by gravity, using volume control by sweep back of the feedshoe.
- Powder blends are cold compacted at pressures of 230–620 MPa in totally enclosed dies to densities of 65–85% at production rates of 100–300 parts h-1.
- Hydraulic presses with double action from top and bottom are best, to produce as uniform a density throughout the component as possible.
- Tooling tolerances are to within 0.013–0.005 mm with good surface finishes. Multi-level parts can be produced using multi-level tooling.
- High production volumes are required to amortise the high tooling costs (>1000,000 parts year-1).
- Compacts rely on cold welding and mechanical locking of particles for their “green” strength. In most instances the strengths of compacts are not suitable for most applications.
- Compacts are sintered on mesh belt furnaces, in protective atmospheres at temperatures of 1100–1300 °C for steels and 325–400 °C for aluminium alloys, to give them adequate strength for most applications. Lubricants are removed in the pre-sintering stage.
Materials:
- A wide range of steel and aluminium alloy compositions are cold compacted and sintered.
- The main additions to iron powder (usually a sponge-type powder) include the following elements: graphite (carbon), 0.3–1.0 wt%; copper (infiltration), 1.5–11.0 wt%; nickel, 1.0–8.0 wt%
- Typical sintered properties of steels are as follows:
| Tensile strength (MPa) | Yield strength (MPa) | Elongation (%) | |
|
Fe-0.5C (density 6.8 g cm-3) |
296 |
193 |
3.5 |
|
Fe-2.7Cu-0.15C (density 6.8 g cm-3) |
255 |
159 |
7.0 |
|
Fe-2.7Cu-0.45C (density 6.8 g cm-3) |
427 | 310 | 3.0 |
- The main additions to aluminium alloys in pre-alloyed atomised form are as follows: magnesium, 0.6–1.0%, silicon, 0.6–0.8%; copper, 0.15–4.5%.
- Typical sintered properties of aluminium alloys are as follows:
| Tensile strength (MPa) | 0.2% proof strength (MPa) | Elongation (%) | |
|
Al-Mg-0.06Si (density 2.55 g cm-3, T6) |
238 |
230 |
2 |
|
Al-4.5Cu-0.8Si-0.5Mg (density 2.60 g cm-3, T6) |
331 | 326 |
2 |
Design:
- An important consideration on design is to make allowances for the size changes that occur during sintering. In most cases powder compacts "shrink", except with additions of copper of >2.5 wt% which “grow”.
- Closer tolerances can be achieved by sizing after sintering (at added cost).
- Shapes that are impossible to produce by axial die compaction are shown below:
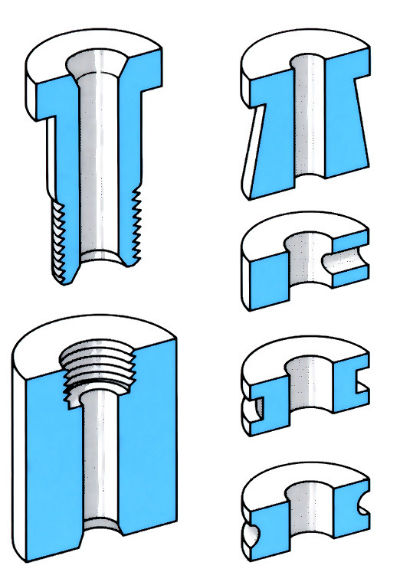
- If parts are required to be surface treated or heat treated, then surface residual porosity has to be sealed by either steam treatment or impregnation techniques.
- If re-entrant angles, threads or undercuts are required, then components have to be machined. Machinability can be improved by impregnation or by additions of 0.3–0.5% manganese sulphide to the powder blend.
See Also: Slip-casting, Powder forging/hot pressing, Pressureless sintering, Hot isostatic pressing, Injection moulding and Sand casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews