
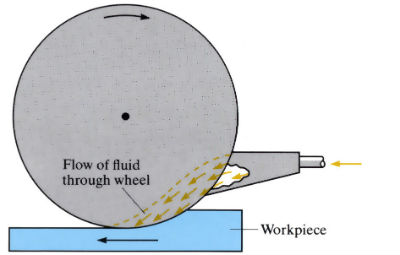
(a) Fluid jet directed into nip with continuous dressing.
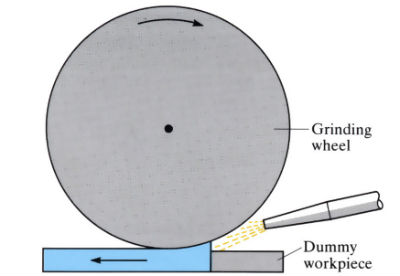
(b) Nip maintained by using a dummy workpiece.
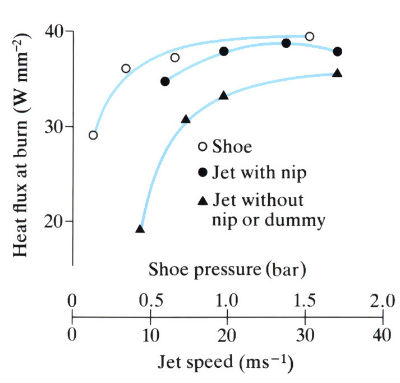
(c) The shoe method of coolant application.
Heat flux at burn in simulated grinding tests with shoe and jet methods of coolant application. Wheel: WA 60/80 F P2 V; Wheel speed: 20 m s -1; coolant:synthetic, 1:60 dilution in water.
Manufacture:
- An effective grinding process which combines a high rate of stock removal with a good surface finish and relatively low rate of wheel wear.
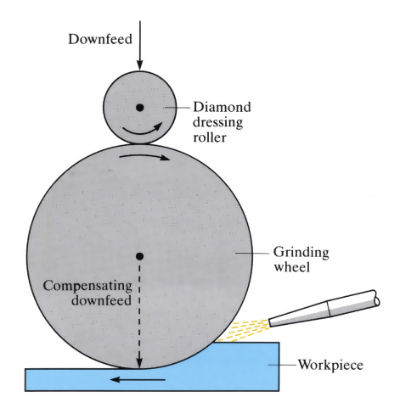
- Essential feature of the process is the wheel dressing using an overhead diamond dressing wheel. Dressing may be done at the end of each traverse or continuously whilst lowering the wheel to compensate for its reduction in diameter.
- Used as an alternative to horizontal milling and conventional grinding where large amounts of material have to be removed.
- Form can be easily and cheaply modified on the grinding wheel using a cheap template and single-point diamond, enabling a rapid change of profile which is not easily obtained on a milling cutter.
- Much less time is spent “grinding air” than in conventional grinding, where as much time may be spent grinding air as grinding material.
- Form-holding characteristics are much better than conventional grinding, due mainly to the elimination of the vibration which occurs in conventional grinding as the wheel hits the leading edge of the workpiece and the use of low MNIRs (in feed rates).
- Much less chatter than conventional grinding, due to the longer wheel-workpiece interface.
- Reduction in chatter enables the use of cubic boron nitride (CBN) wheels, which have a life up to 100 times that of alumina wheels. Despite the wheel changing and dressing time this makes them an economical alternative.
- Metal removal rates an order of magnitude better than reciprocating grinding can be achieved with continuous creep feed grinding.
- Creep feed grinding usually requires a specially-built grinding machine, although optional equipment is available on a few standard grinding machines to convert them to creep feed grinders.
Materials:
- Although the process can be used for grinding materials that can be ground by conventional grinding, it has found its main use in grinding nickel-based alloys, which cannot be machined by milling and high speed hardened steels.
Design:
- Process is capable of machining components of similar design to those using conventional grinding by surface, cylindrical or form-grinding modes.
- Form-holding characteristics are better than for conventional grinding.
- Surface finish is better than that obtained by conventional grinding.
See Also: Grinding, Electrochemical grinding and Multipoint cutting (rotational).
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews