
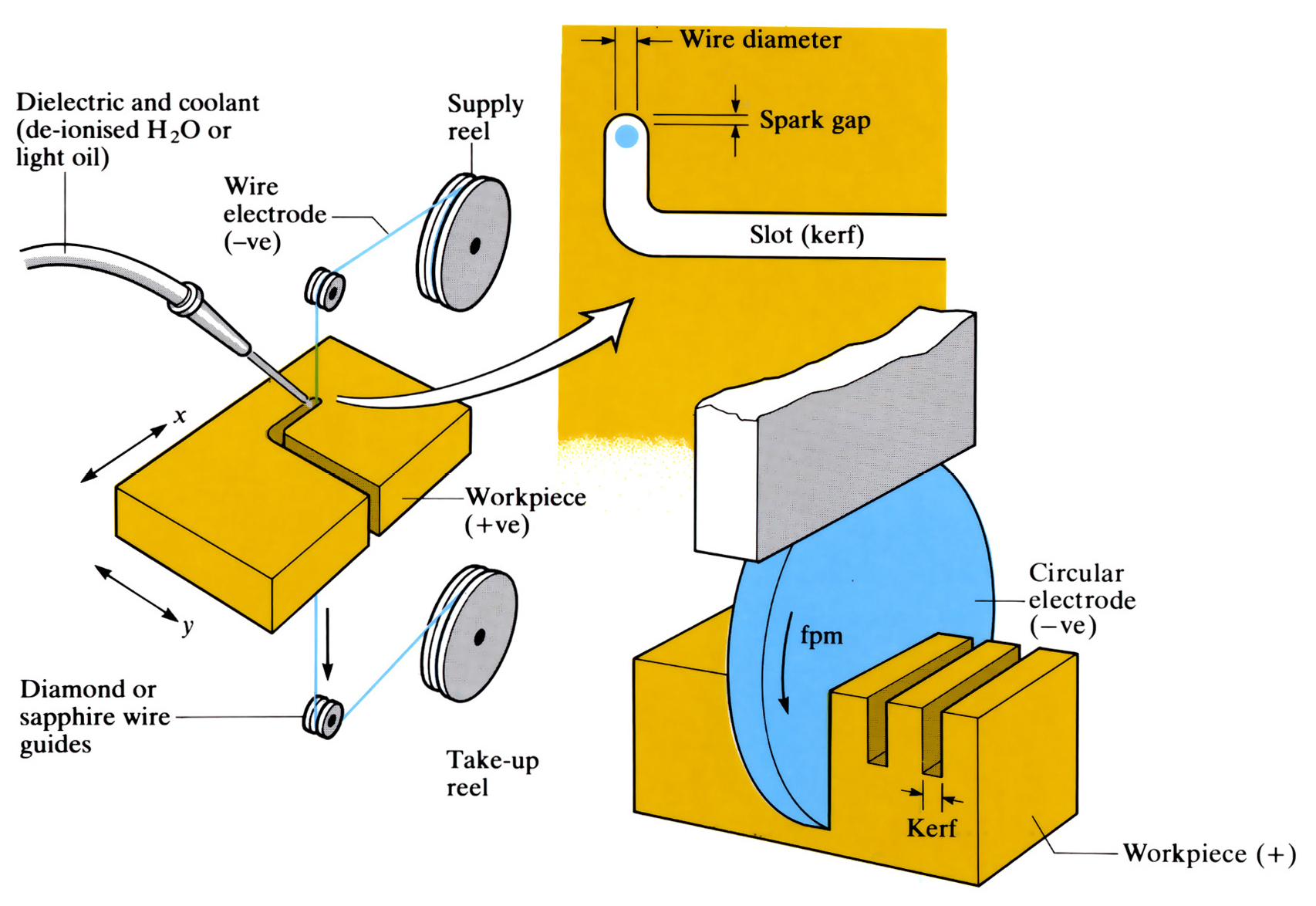
Electrical discharge wire cutting
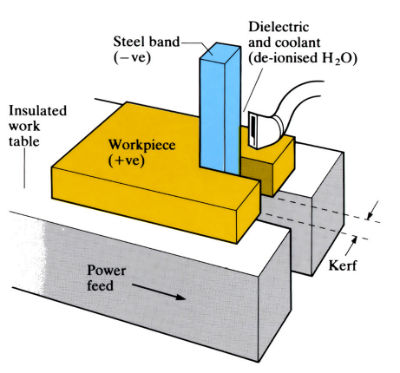
Electrical discharge sawing
Manufacture:
- An alternative to laser cutting, abrasive jet cutting, water cutting and blanking for cutting and profiling sheet and slab. Sheets of different materials may be stacked to cut several parts in one operation.
- Suitable for one-off and prototype work as well as long production runs. Computer controlled programmes used for prototype work are easily adapted for production runs. Frequently used for cutting electrodes for EDM.
- Machines with control of up to five axes are available with integral units for producing the “starter or threader hole” which is often required. Currents 1–32 A; voltages 55–60 V; frequencies 180–300 kHz.
- Cutting speeds vary with material type and thickness, wire size, dielectric type and flow rate, but 650 mm h-1 is typical. Cutting speeds of 20 mm s-1 are possible with thin materials.
- Dielectric is usually deionised water, although plain water, oil or air are sometimes used. Many machines have their own ion exchange unit. The dielectric is often pressure-fed through the wire guides to form a “column” surrounding the wire, and is usually cooled. Alternatively the workpiece may be totally submerged in the dielectric.
- Wire electrode is usually brass, copper, tungsten or sometimes molybdenum. Although the wire is used only once, it is economical, and up to 36 h of cutting can be obtained from a 2.25 kg reel of 0.2 mm copper wire. Wire diameters range from 0.03 to 0.30 mm, and speeds from 2.5 to 150 mm s-1.
- Cutting forces are low, hence fixing of the workpiece is cheap and simple. Workpieces up to 1 tonne are possible on some machines.
Materials:
- Any electrically conducting material, irrespective of hardness – even diamond! Tools for EDM can be cut without distortion and the need for subsequent heat treatment.
- A shallow “recast” layer and “heat affected zone” (HAZ) are formed and, although less than for EDM, may still have to be removed if fatigue resistance is important.
Design:
- “Sheets” up to 150 mm can be cut, and the low cutting forces enable whole assemblies and fragile structures, such as honeycombs, to be cut in one operation.
- Produces a straight cut with no burring, although tapers of up to ±10˚ per 100 mm thickness can be produced.
- Positioning up to ±0.003 mm possible with a typical working accuracy of ±0.013 mm. Greater accuracy possible under special conditions.
- Produces an “overcut” of 0.02–0.05 mm.
- Kerf (slot) widths are small (wire diameter + twice “overcut”).
- Tight corners with a radius as low as 0.1 mm are possible.
- Surface roughness typically in the range 0.75–1.25 µm Ra, but 0.4 µm Ra is possible under special conditions.
See Also: Laser cutting, Abrasive jet cutting and Water jet cutting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews