
Rubber die forming
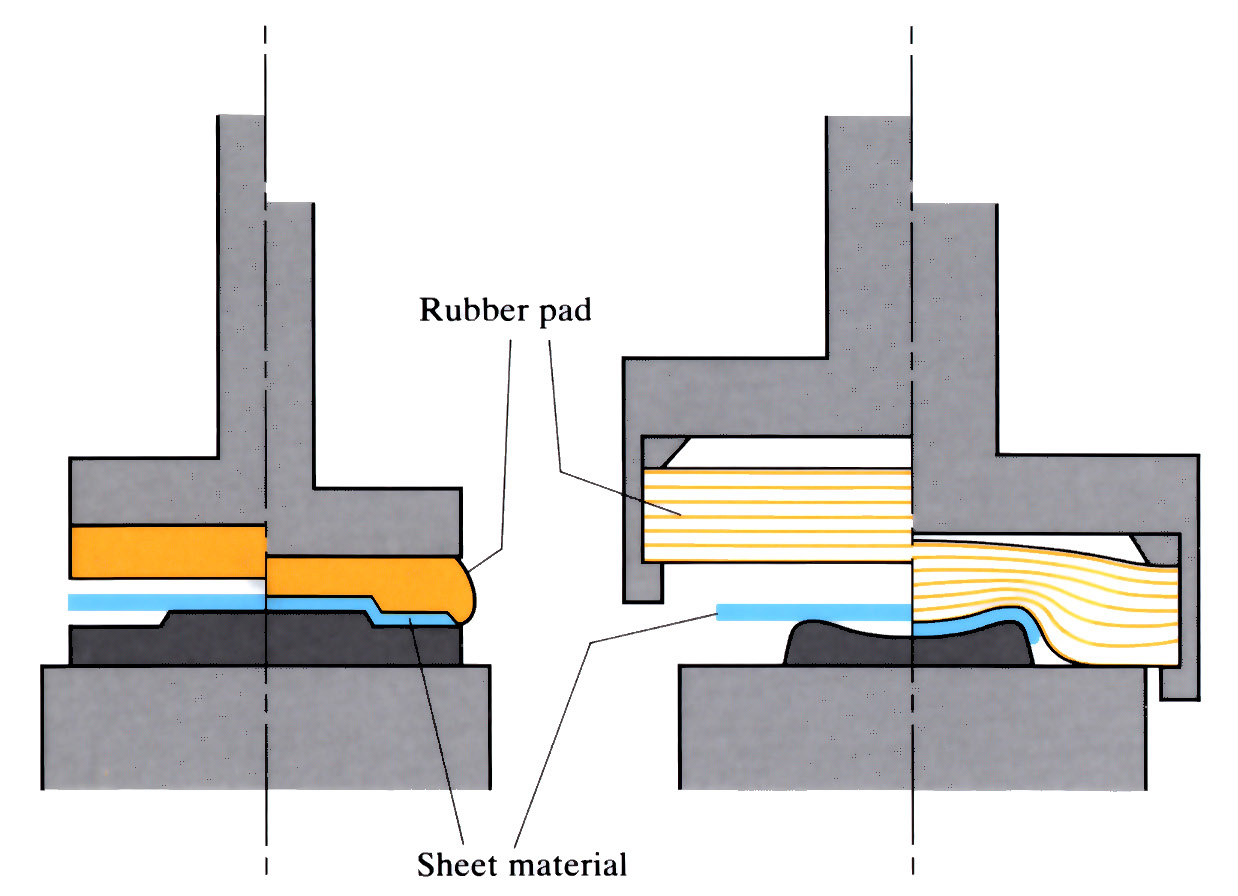
Rubber die forming is based on the principle that rubber, when subjected to high pressure, behaves like a fluid. This means that the rubber pad distributes the pressure uniformly over the sheet blank. As the pressure increases the rubber assumes the shape of the single rigid die. The Guerin Process constrains the rubber pad.
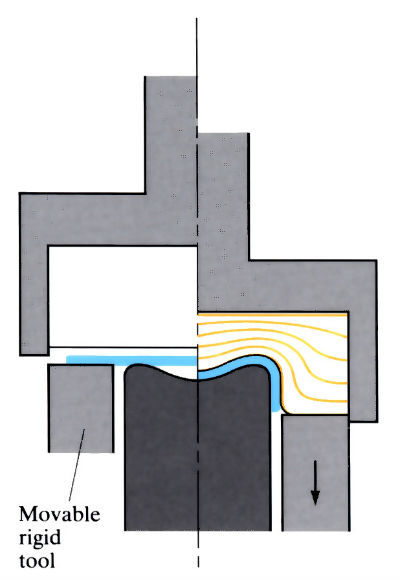
Marform Process
Another variant of the Guerin Process is the Marform Process, which uses a movable rigid tool to restrain the rubber pad.
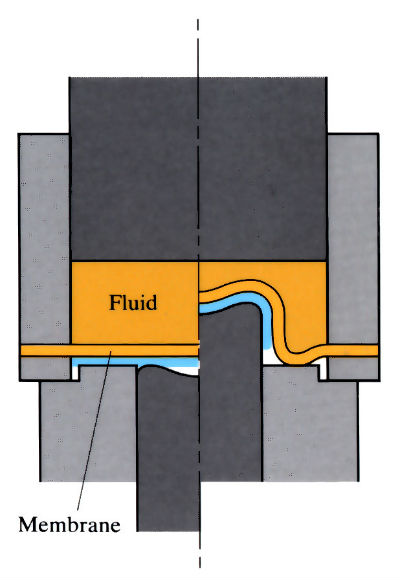
Hydroform Process
Rubber is replaced by a membrane containing a pressurised liquid such as oil or water. A double-acting press is required.
Manufacture:
- In rubber die forming, half of the tool set-up is a rubber pad or diaphragm backed by oil pressure. The other half is a rigid die of the desired shape made out of jabroc, plastic, low melting point alloy, aluminium or steel. This gives a considerable reduction in tool costs for low to medium volume production for sheet products.
- Pressure depends on material being formed. Presses up to 20,000 tons are available.

- Production rates vary from 1 min per component for rubber die forming to 15 - 20 s for fluid forming.
- Press die areas range from 0.7 x 1 to 2 x 3 m2.
- Sheet blanks can be pre-heated for forming by the use of an infrared heating chamber.
- Fluid forming presses use pressures up to 200 MPa and blank diameters up to 1900 mm. Material thicknesses range from 0.1 to 16 mm. Draw ratios up to 3:1 are possible.
Materials:
- Almost any kind of sheet metal can be rubber or fluid die formed.
- Materials that can be rubber die formed at ambient temperatures include: aluminium and its alloys, α-brasses, stainless steel and mild steel.
- Materials difficult to form at room temperature can be formed successfully at elevated temperatures, e.g. titanium alloy (Ti-6Al-4V) can be formed at 450˚C.


During the forming operation the stresses in the sheet must be within the ductility range, i.e. between the yield strength and the ultimate tensile strength. The minimum bend radius depends on the forming temperature, forming radius and blank thickness.
Design:
- Rubber pad forming is mainly used for shallow recess parts up to 100 mm in depth.
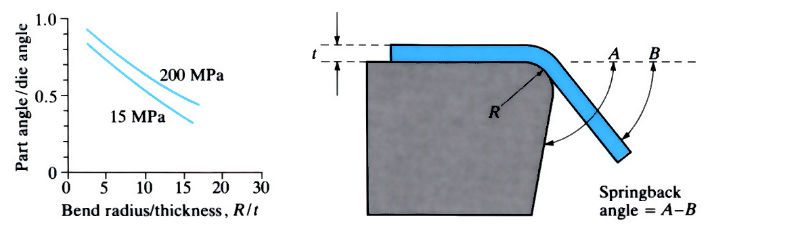
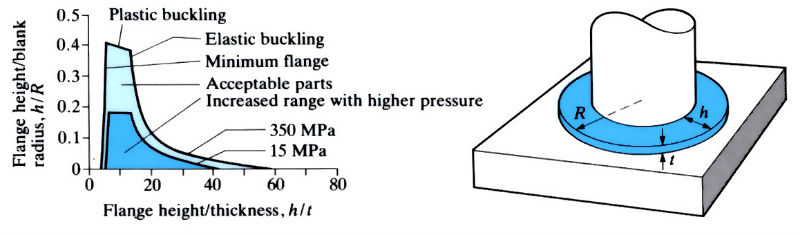
- The ratio of minimum bend radius/sheet thickness varies with type of material and the forming pressure required.
- The effect of springback and the amount of buckling that occurs is shown in the following diagrams.
- Fluid forming can be used for deep recess parts up to 250 mm deep.

See Also: Deep drawing, Stretch forming, Superplastic forming and Vacuum forming.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews