
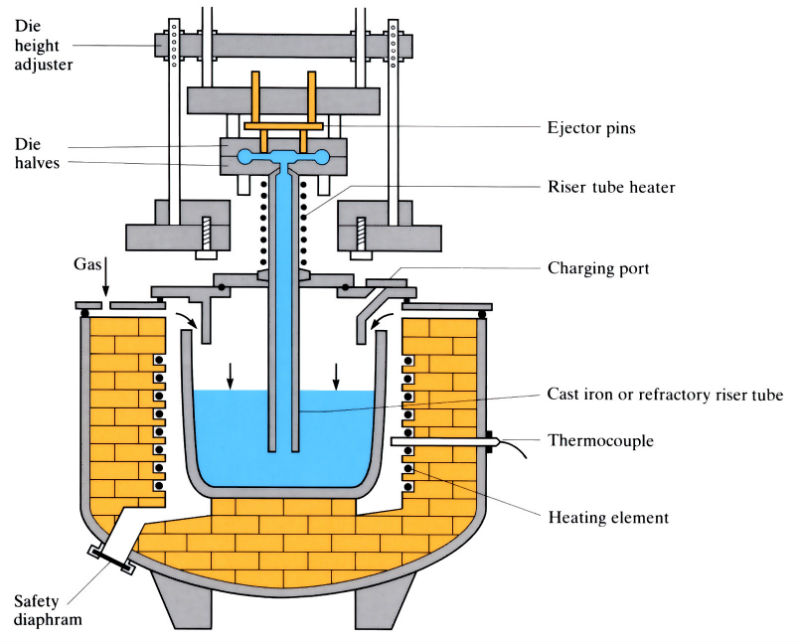
Manufacture:
- Metal is displaced from the furnace and forced up the riser tube using air at 20–100 kN m-2, or by evacuation of the mould. “Counter-pressure die casting” is a variation in which the mould is filled by having a slight pressure differential produced by controlled leakage from the mould. This slow, smooth and progressive filling of the die cavity reduces metal turbulence and gives temperature gradients which are favourable to feeding, thus producing sound, high-quality castings.
- Riser tubes are usually cast iron and require regular cleaning and renewal of the mould coating to prevent “sticking” and freezing of the molten metal. Refractory riser tubes can be used and, although their initial cost is high, they can last up to a year and only need cleaning once every 2 weeks. This cleaning can be carried out hot, thus reducing the loss in production time.
- Dies are usually cooled between castings, using air or water sprays, and have die-coatings similar to those used for gravity die casting.
- Sand or shell cores can be used in the dies to produce internal cavities, but usually require a refractory coating to prevent metal penetration under pressure.
- Castings have no runners or feeders in the true sense, and hence high yields (80–90%) and low remelt ratios are obtained which, coupled with reduced fettling, gives a high energy saving.
- Casting machines are expensive, come in a wide variety of designs, and take up more floor space than gravity die casting machines.
- Automatic cycling and casting removal are possible, enabling an unskilled operator to cope with more than one machine, thus giving a 10–20% increase in production rate.
- Production rates depend largely on size and complexity of castings, but are similar to gravity die casting and less than high pressure die casting.
- Least expensive casting process for relatively high production runs, although using aluminium alloy dies production runs of 100 castings can be economical with alloys of zinc and aluminium.
- Typical products include aluminium alloy wheels, cylinder blocks, guttering and beer barrels.
Materials:
- Dies are usually grey cast iron, although for long production runs, alloy cast iron or tool steel are used.
- Process uses a wide range of aluminium alloys, nearly all of which contain silicon to improve fluidity. Relatively high concentrations of impurities can be tolerated and are even desirable, since they help to minimise "sticking” and improve the hot strength of castings.
- Due to non-equilibrium cooling, alloys containing copper “age” after casting, causing a change in dimensions, so if dimensional stability is important a “stabilising” heat treatment is required, which also relieves stresses.
Design:
- Die design is extremely important, and bad die design is the cause of most of the problems in low pressure die casting.
- The high die temperatures necessary to prevent premature chilling result in less massive dies than for high pressure casting. Die walls are often kept at a constant thickness with the outside matching the contours of the inside, and as most dies are cast, this presents little problem. Where higher temperatures are required, to control solidification, the die thickness is increased. Dies should have a slight taper to assist the removal of castings.
- Internal cavities are produced using sand or shell cores and undercuts; holes and recesses are produced using retractable metal cores, although this increases tool and maintenance costs and reduces accuracy.
- Venting of the die cavity is extremely important and is achieved by allowing flash to form at the parting lines or including vents in the die itself. If venting occurs at the parting line, care must be taken to prevent die coatings from sealing the gap.
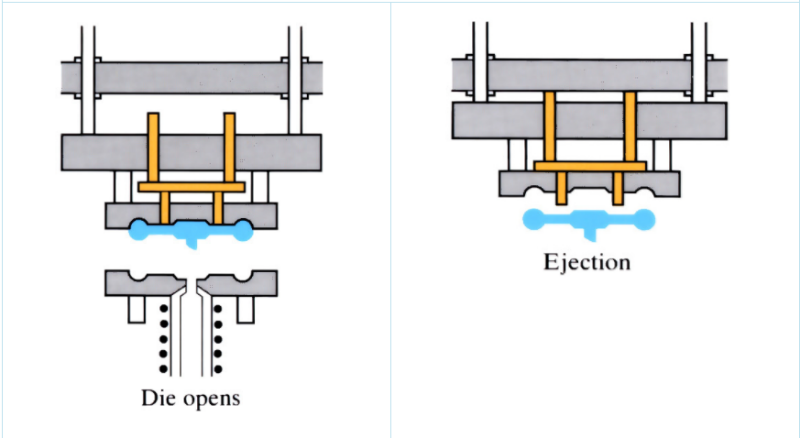
- Overflows and risers are often included to remove inclusions and, in some cases, to hold the casting in the top-half of the die, enabling the use of a “catcher arm” for automatic removal of the casting.
- Due to the positive pressure surface finish, surface detail and accuracy are better than gravity die casting, although not as good as high pressure die casting.
- Design capabilities are very similar to gravity die casting, and fins and walls down to approximately 1 mm thick can be produced.
See Also: Gravity die casting, High pressure die casting, Vertical high pressure die casting, Acurad process, Pore-free die casting, Hyperforge process, Squeeze casting and Investment casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews