
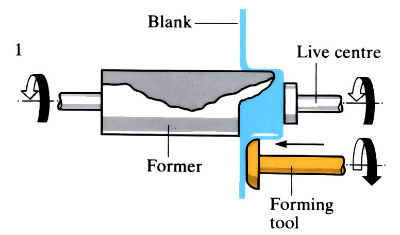
The principles of flow turning
Thicker sheet is plastically deformed by a pressure roller over a former. Metal is thinned.

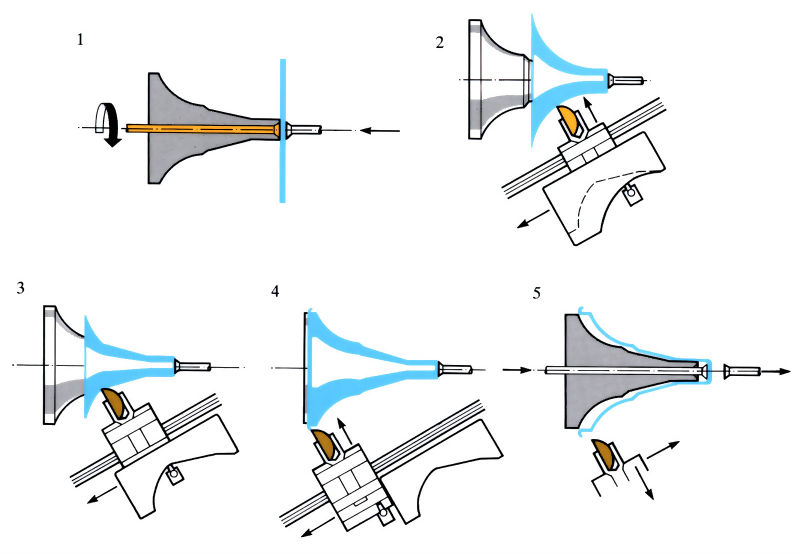
Series of metal spinning operations
Deformation in metal spinning is a mixture of bending and stretching.
Manufacture:
-
Metal spinning involves spinning a flat circular blank of the sheet material on to a special lathe to which a former is attached. This former provides the inside shape and dimensions of the article being produced. Hardwood formers are used. With a lever-like tool the blank is progressively fashioned over the former until it fits like a skin.
-
Simple forms like a dish-shaped parabola, for example, can be made in one operation. Two or more formers can be used for more complex shapes.
-
A high level of manual skill is involved. Automatic spinning machines with robot assistance are also used to produce higher volume production, e.g. hot-water cylinder bases, with a cycle time of 25 s per component.
-
Can be used as a manual batch or prototype process, with low tooling costs.
-
Adequate lubrication is required, such as beeswax, tallow or soap.
-
The thicker, the harder and the larger the diameter of the blank, the slower the spinning speed will be, e.g. thin copper foil (25 mm in diameter) 2500 rev min – 1. 5 mm thick brass (2m in diameter) 250 rev min-1.
-
In the “flow-turning” process, thick gauge material is made to flow plastically by pressure rolling it in the same direction as the roller is travelling, so that a component is produced in which the wall thickness is much less than that of the original blank. This is a more automated process than metal spinning.
Materials:
- The range of metals that can be spun is extensive.
- The properties required for good metal spinning are good ductility and tensile elongation.
- Main materials are aluminium and its alloys, copper, 70-30 brass, mild steel, stainless steel and titanium.
- Mild steel up to 9 mm thick can be spun.
- Stainless steel up to 3 mm thick can also be spun.
Design:
- In general, the larger the component, the more favourable metal spinning becomes.
- Thicknesses between 0.25 and 9 mm can be spun, depending on the material.
- Blank diameters are usually in the range 1.2–1.5 m; blanks up to 2.5 m can be spun if necessary.
- Tolerances can be controlled down to ±0.125 mm.
- Metal spinning is a versatile process able to provide a wide range of component shapes, e.g. bottle-shaped containers, a sphere from two hemispheres, ornaments in copper and brass, musical instruments, cooking utensils in aluminium, stainless steel dairy utensils.
See Also: Stretch forming, Deep drawing, Fluid and rubber die forming and Single point cutting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews